

Research on surface integrity of GH4169 machined by ultrasonic assisted grinding
-
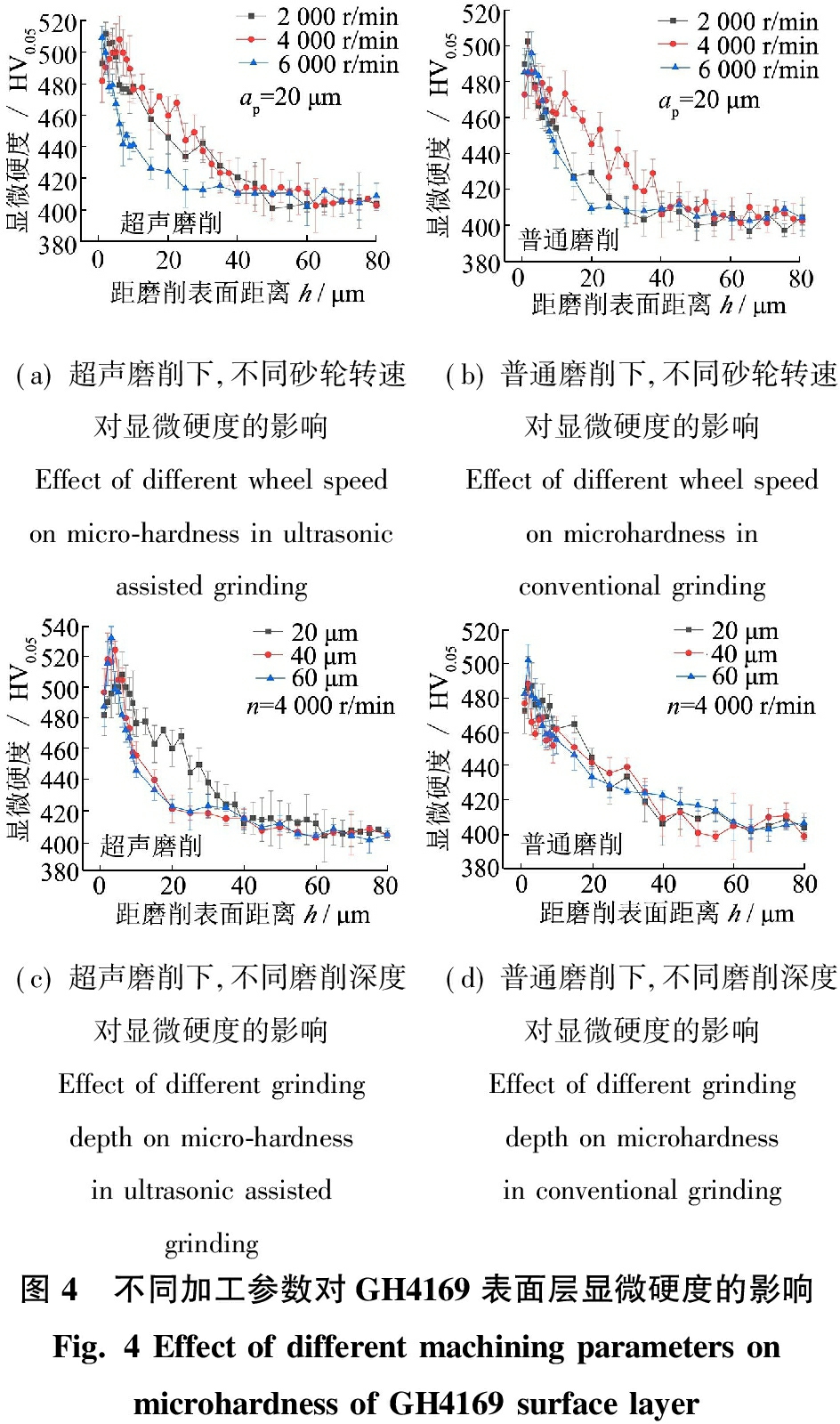
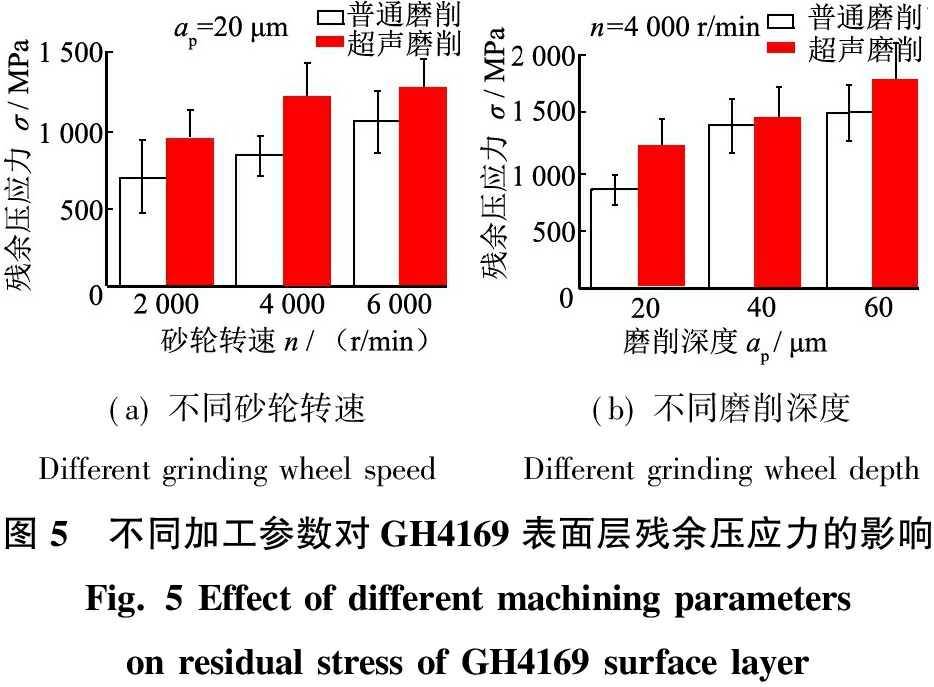
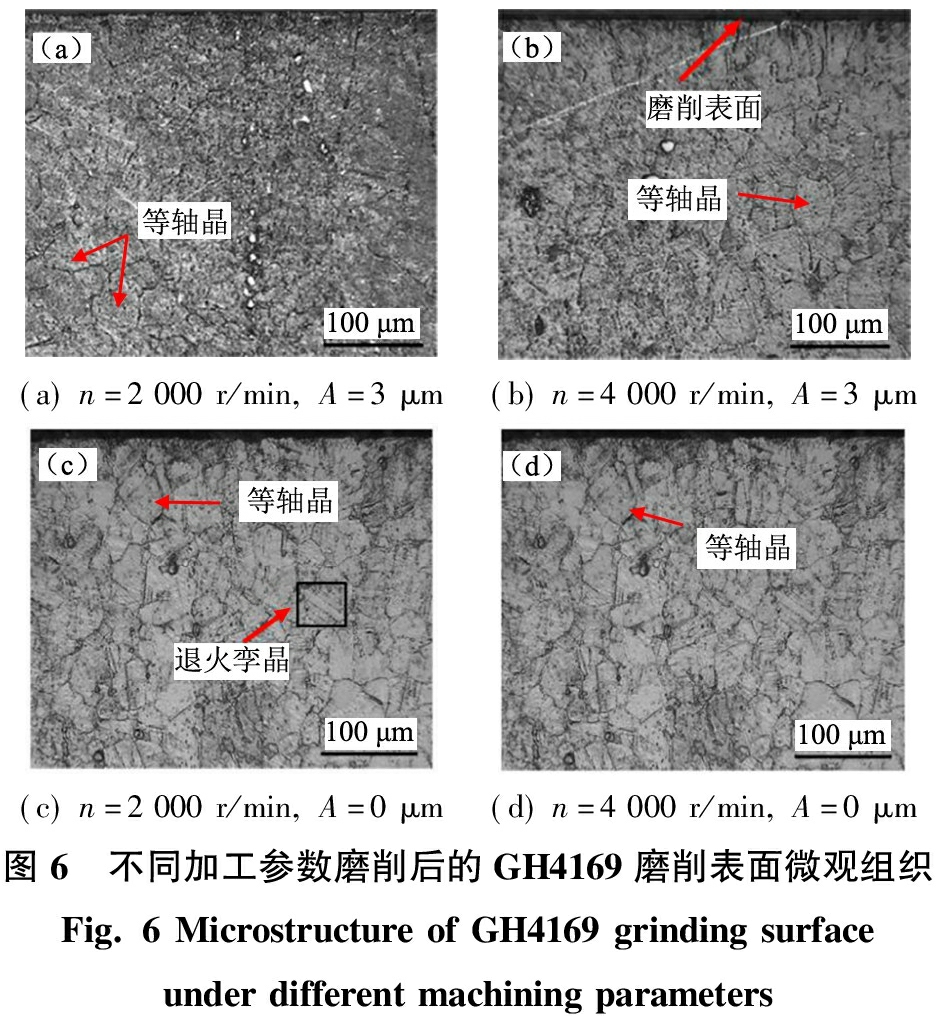
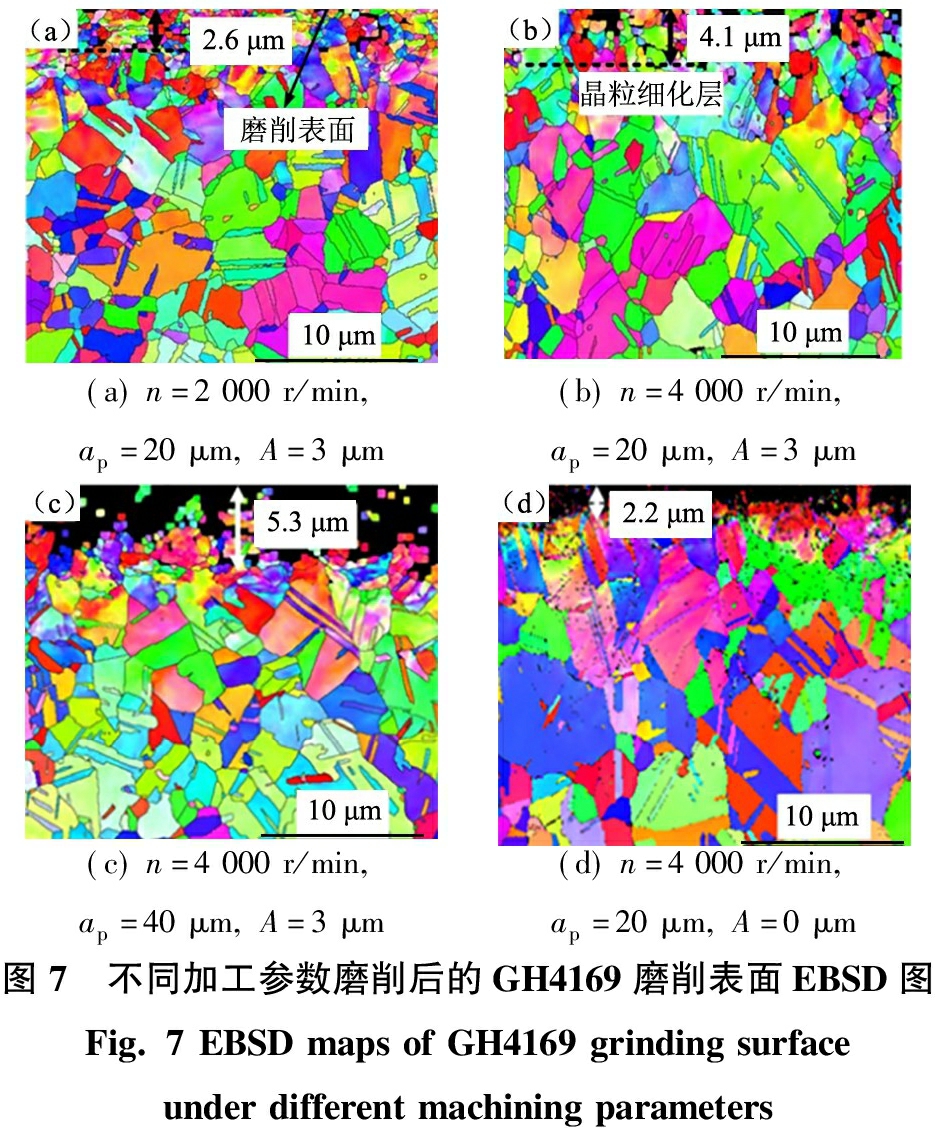
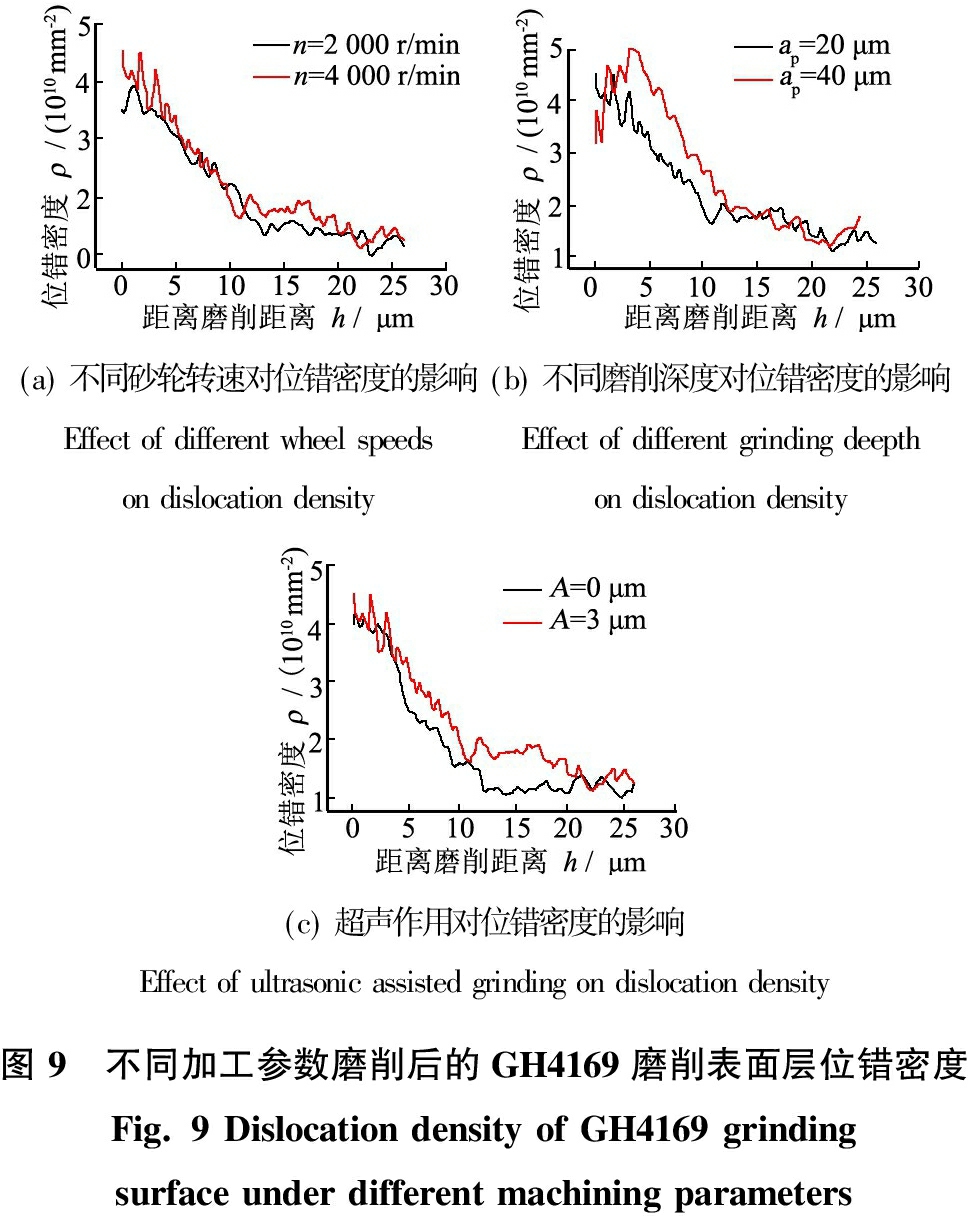
摘要: 为研究超声辅助磨削对GH4169表面完整性的影响,开展GH4169超声辅助磨削与普通磨削加工试验,研究超声振动及磨削参数对其显微硬度、残余应力与微观组织的影响。结果表明:GH4169磨削表面层均产生加工硬化与残余压应力,并生成晶粒细化层;与普通磨削相比,超声辅助磨削增大其表面层显微硬度,同时增加其表面层残余压应力与晶粒细化层厚度。砂轮转速增加使显微硬度最大值先减小后增大,残余压应力与晶粒细化层厚度增加;磨削深度增加使显微硬度最大值、残余压应力与晶粒细化层厚度同时增加;且位错密度的变化趋势与显微硬度变化趋势一致。Abstract: Experiments of GH4169 ultrasonic assisted grinding and conventional grinding were carried out to study the effects of ultrasonic vibration and grinding parameters on microhardness, residual stress and microstructure for the purpose of studying the effect of ultrasonic assisted grinding on the surface integrity of GH4169.The results show that work hardening and residual compressive stress are produced in the surface layer after grinding, and the grain refinement layer is formed.Compared with conventional grinding, ultrasonic assisted grinding can increase the microhardness of the surface layer, as well as the residual compressive stress and the thickness of grain refinement layer.With the increase of grinding wheel speed, the maximum microhardness first decreases and then increases, meanwhile, the residual compressive stress and the thickness of grain refinement layer increase.With the increase of grinding depth, the maximum microhardness, the residual compressive stress and the thickness of grain refinement layer all increase.The change trend of dislocation density is consistent with that of microhardness.
-
Key words:
- GH4169 /
- ultrasonic assisted grinding /
- microhardness /
- residual stress /
- microstructure
-

图 4 超声磨削下 不同砂轮转速对显微硬度的影响Effectofdifferentwheelspeedonmicro-hardnessinultrasonicassistedgrinding b 普通磨削下 不同砂轮转速对显微硬度的影响Effectofdifferentwheelspeedonmicrohardnessinconventionalgrinding c 超声磨削下 不同磨削深度对显微硬度的影响Effectofdifferentgrindingdepthonmicro-hardnessinultrasonicassistedgrinding d 普通磨削下 不同磨削深度对显微硬度的影响Effectofdifferentgrindingdepthonmicrohardnessinconventionalgrinding图4 不同加工参数对GH4169表面层显微硬度的影响Fig.4EffectofdifferentmachiningparametersonmicrohardnessofGH4169surfacelayer

图 5 不同砂轮转速Differentgrindingwheelspeed b 不同磨削深度Differentgrindingwheeldepth图5 不同加工参数对GH4169表面层残余压应力的影响Fig.5EffectofdifferentmachiningparametersonresidualstressofGH4169surfacelayer

图 6 n=2000r/min A=3μm b n=4000r/min A=3μm c n=2000r/min A=0μm d n=4000r/min A=0μm图6 不同加工参数磨削后的GH4169磨削表面微观组织Fig.6MicrostructureofGH4169grindingsurfaceunderdifferentmachiningparameters

图 7 n=2000r/min ap=20μm A=3μm b n=4000r/min ap=20μm A=3μm c n=4000r/min ap=40μm A=3μm d n=4000r/min ap=20μm A=0μm图7 不同加工参数磨削后的GH4169磨削表面EBSD图Fig.7EBSDmapsofGH4169grindingsurfaceunderdifferentmachiningparameters

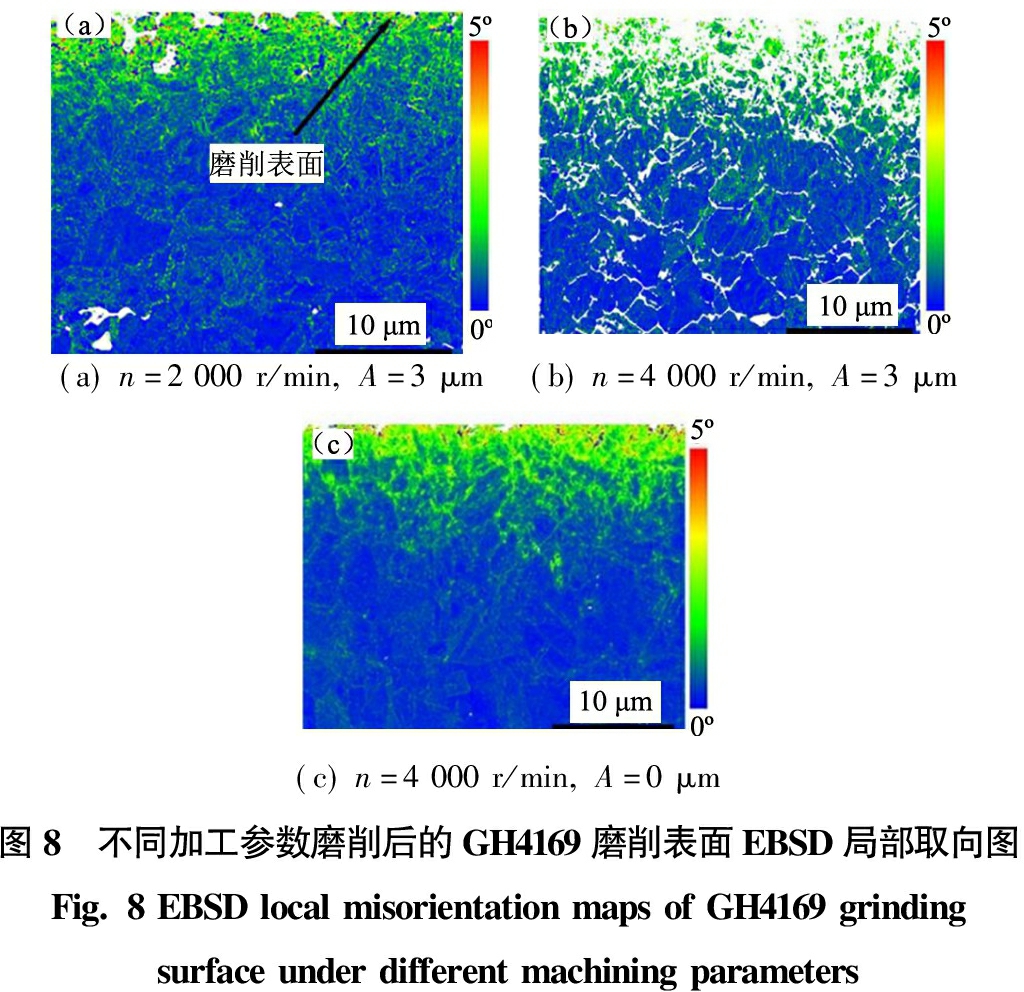
图 8 n=2000r/min A=3μm b n=4000r/min A=3μm c n=4000r/min A=0μm图8 不同加工参数磨削后的GH4169磨削表面EBSD局部取向图Fig.8EBSDlocalmisorientationmapsofGH4169grindingsurfaceunderdifferentmachiningparameters

图 9 不同砂轮转速对位错密度的影响Effectofdifferentwheelspeedsondislocationdensity b 不同磨削深度对位错密度的影响Effectofdifferentgrindingdeepthondislocationdensity c 超声作用对位错密度的影响Effectofultrasonicassistedgrindingondislocationdensity图9 不同加工参数磨削后的GH4169磨削表面层位错密度Fig.9DislocationdensityofGH4169grindingsurfaceunderdifferentmachiningparameters
表 1 GH4169高温合金元素组成
Table 1. Chemical components of GH4169

表 2 GH4169高温合金力学性能
Table 2. Mechanical properties of GH4169

表 3 砂轮参数
Table 3. Grinding wheel parameters

表 4 磨削试验参数
Table 4. Experimental grinding parameters

-

 下载:
下载:


 点击查看大图
点击查看大图

计量
- 文章访问数: 693
- HTML全文浏览量: 279
- PDF下载量: 52
- 被引次数: 0
 邮件订阅
邮件订阅 RSS
RSS
