摘要:
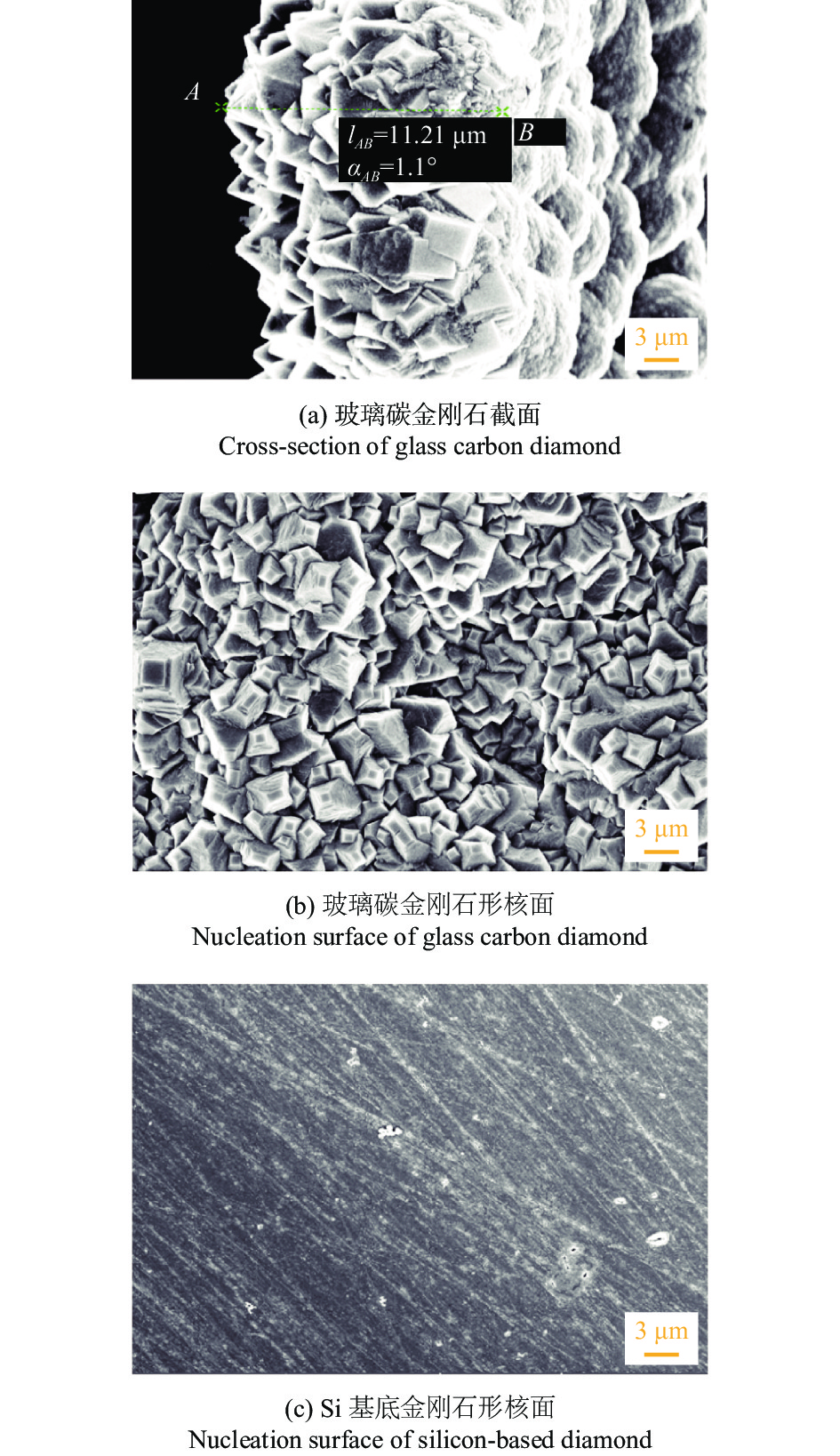
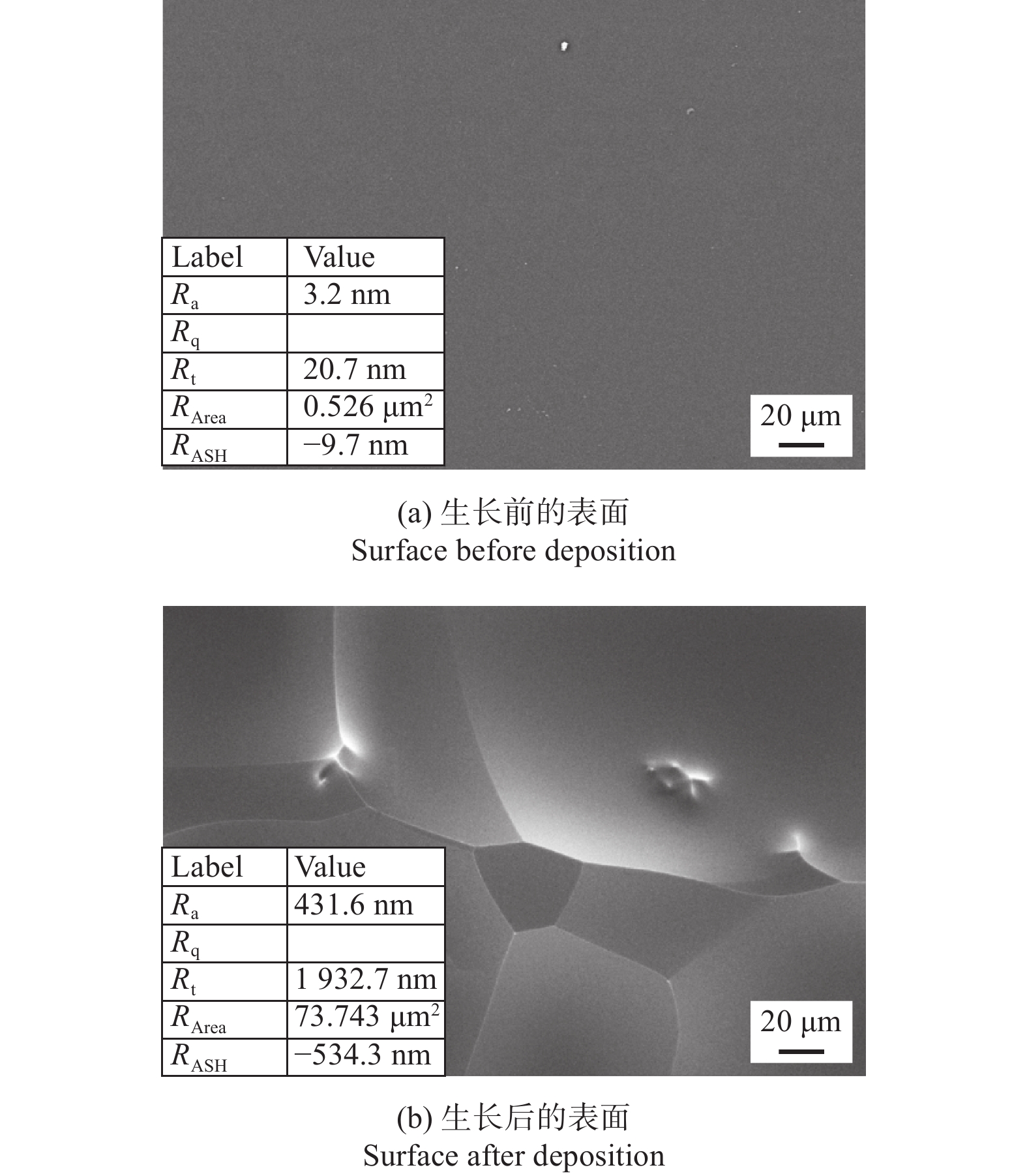
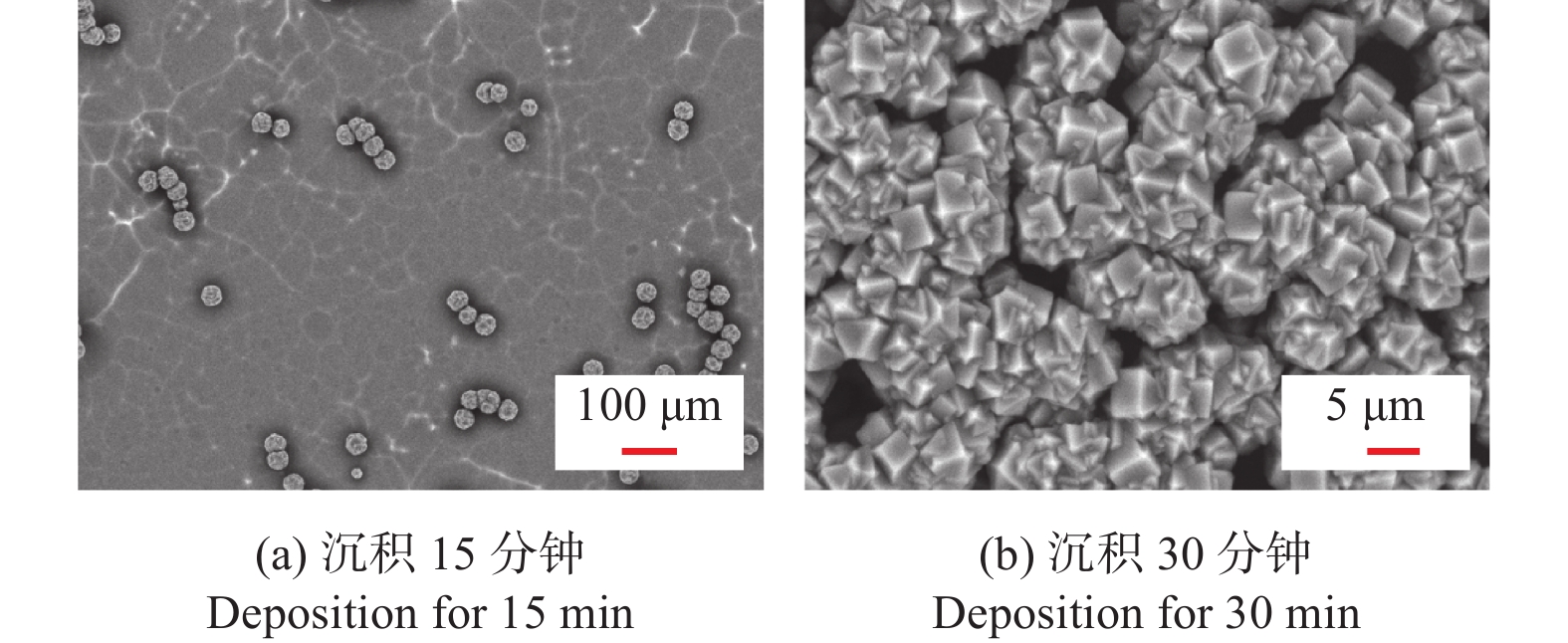
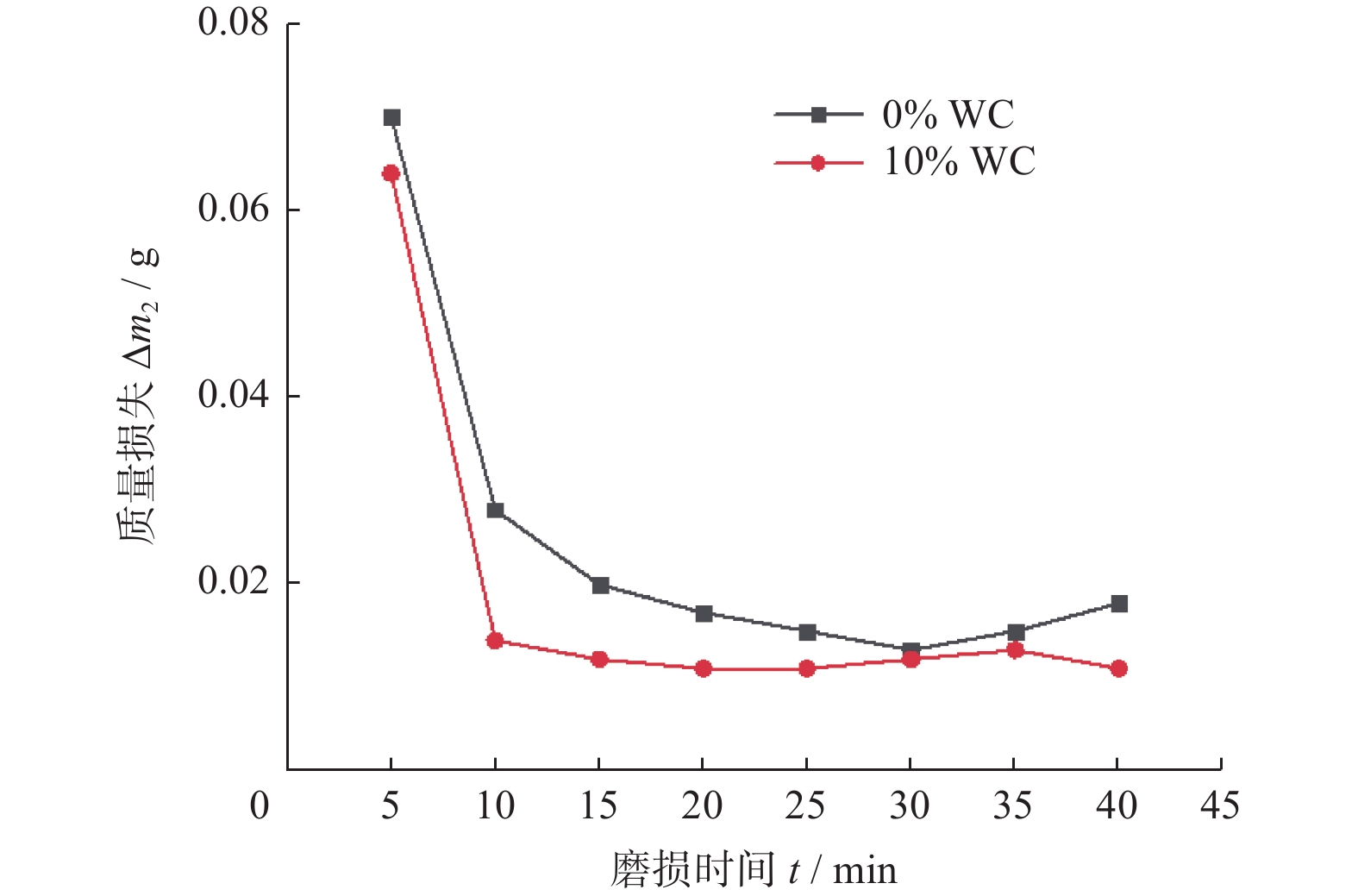
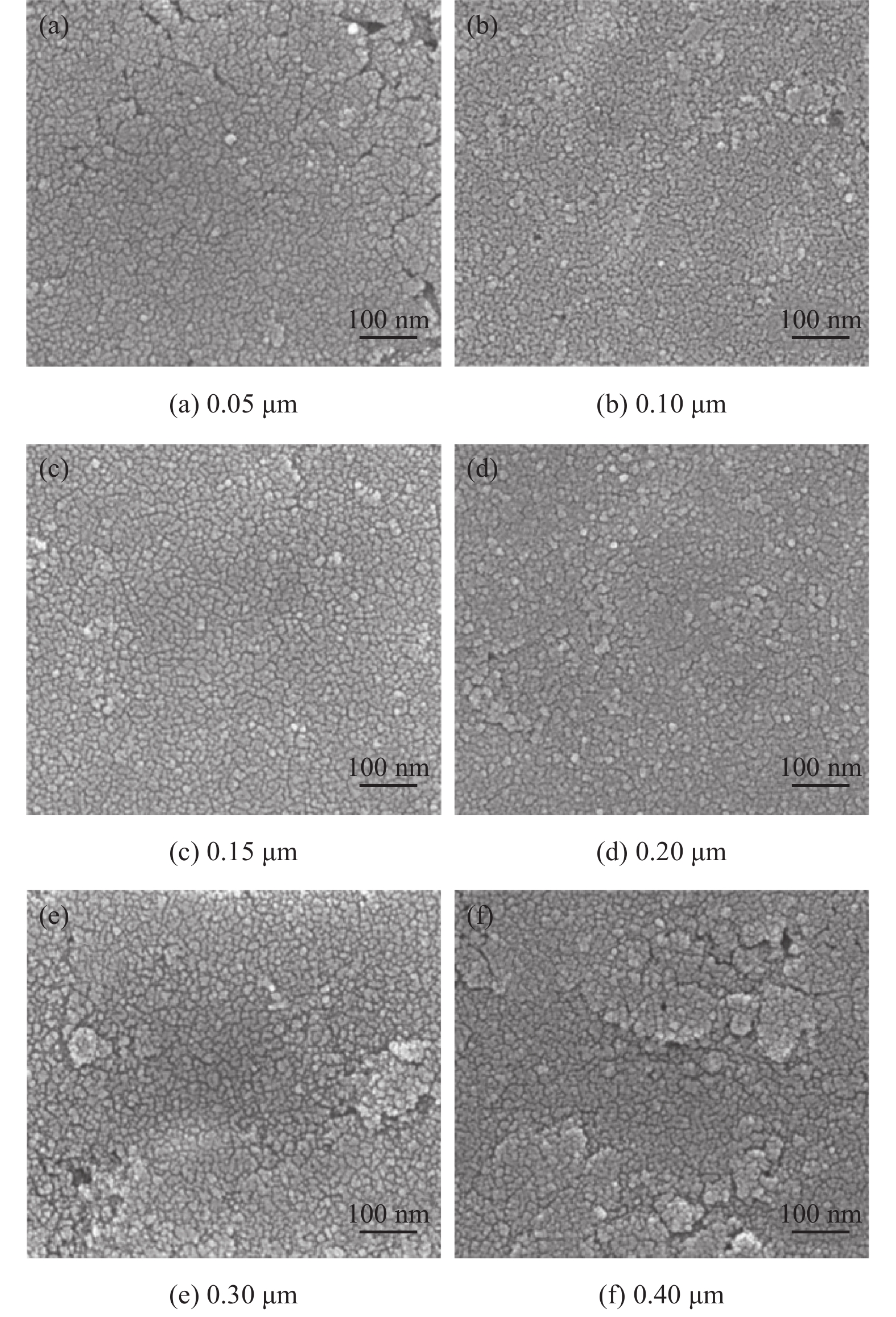
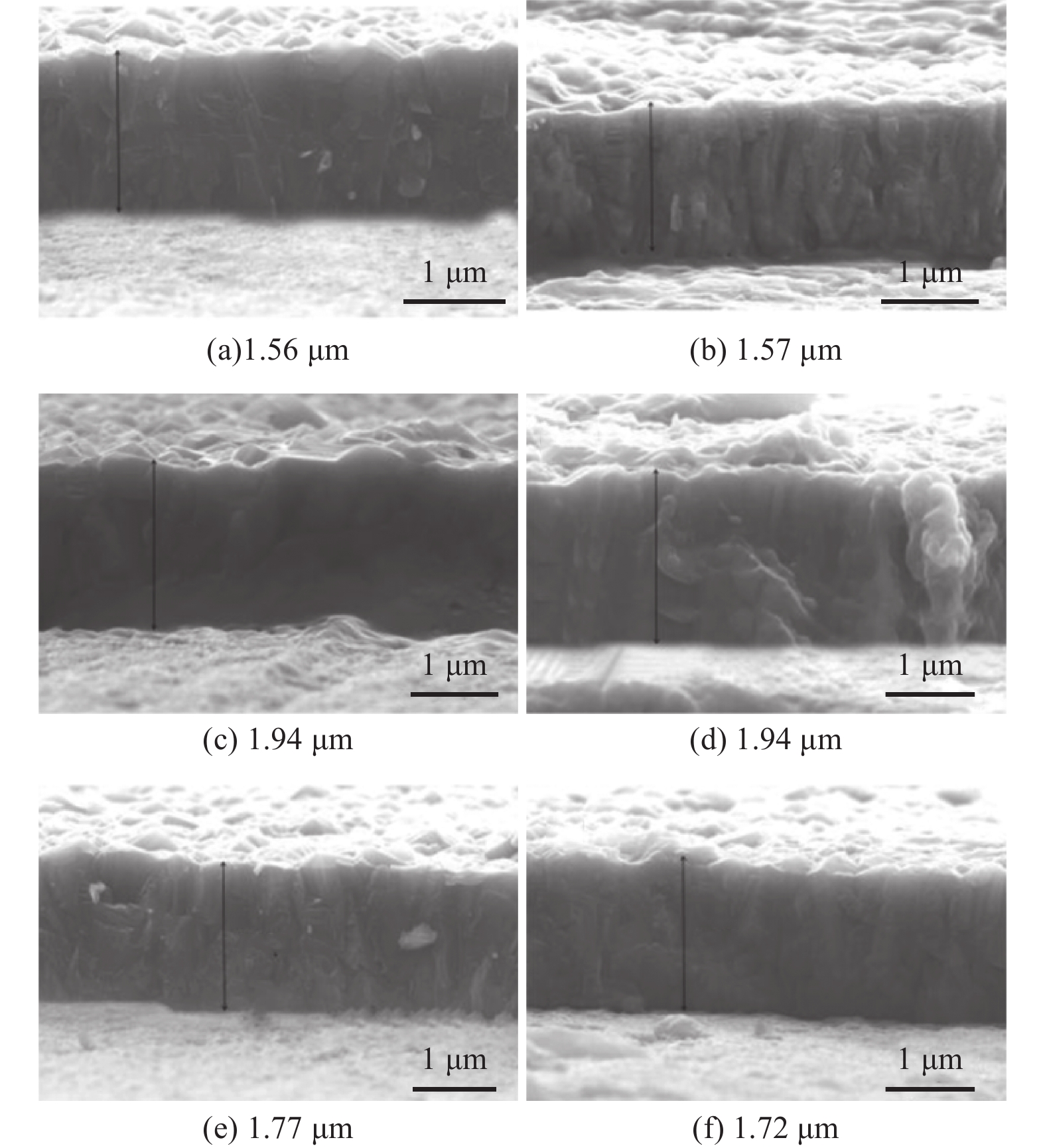
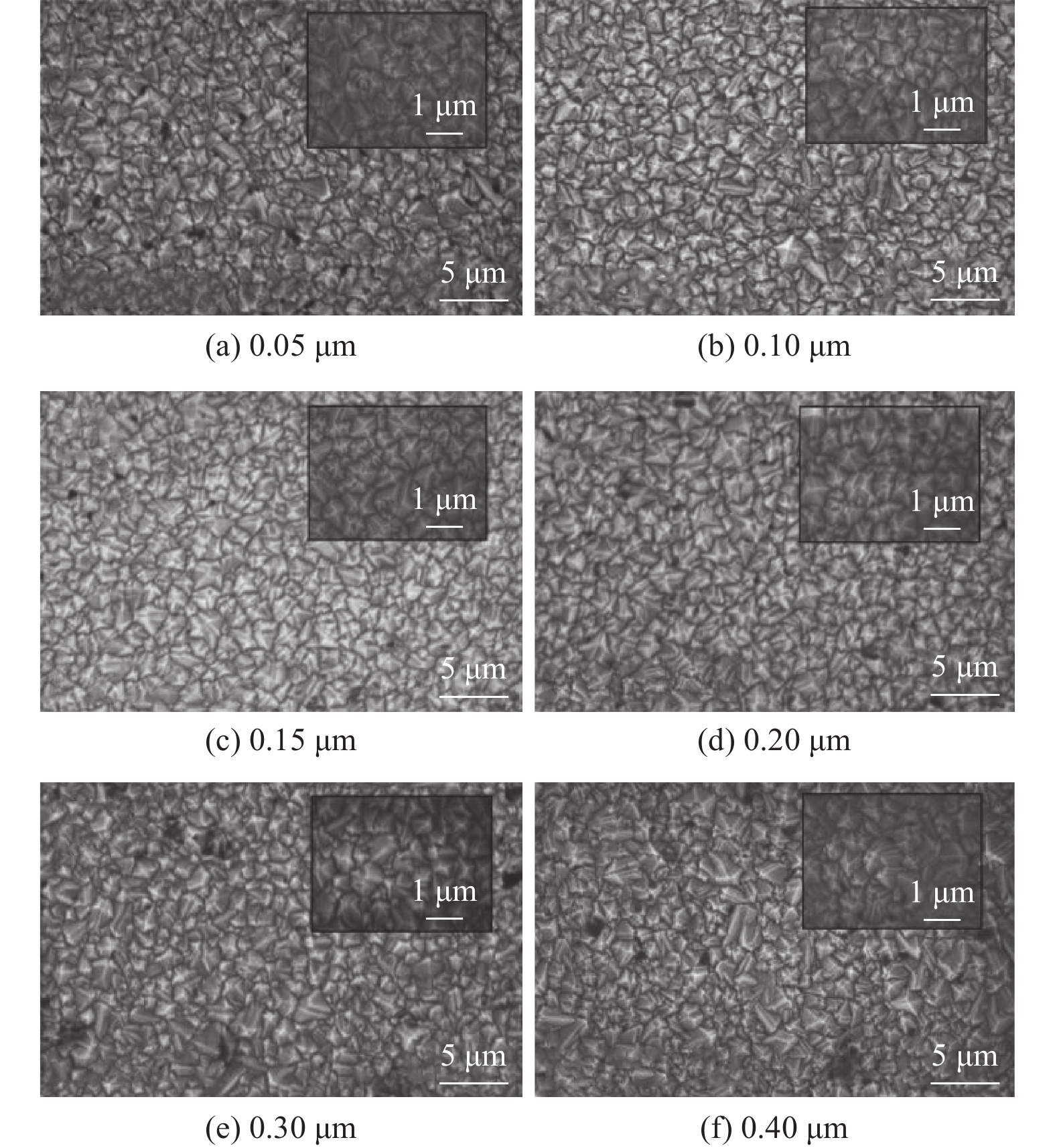
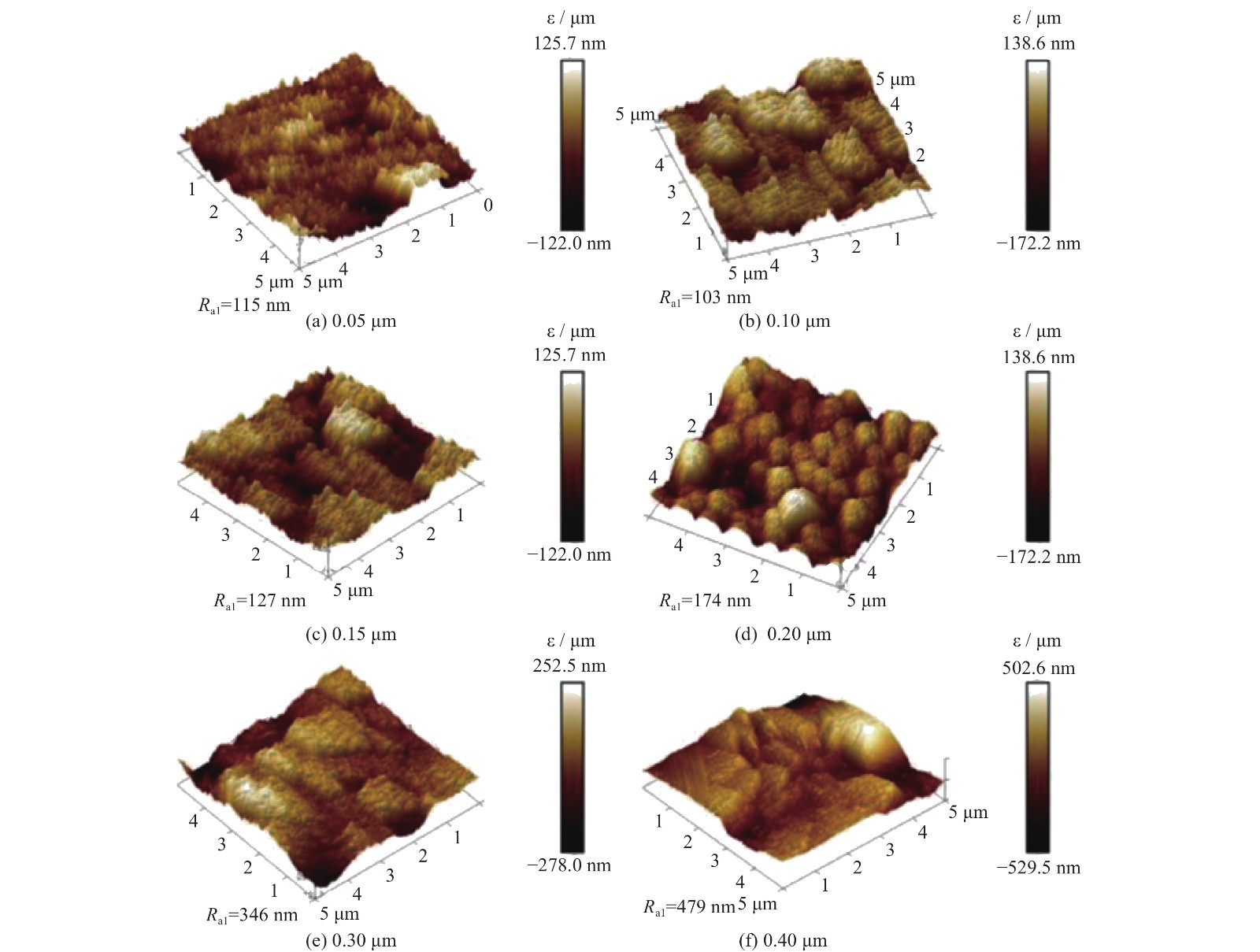
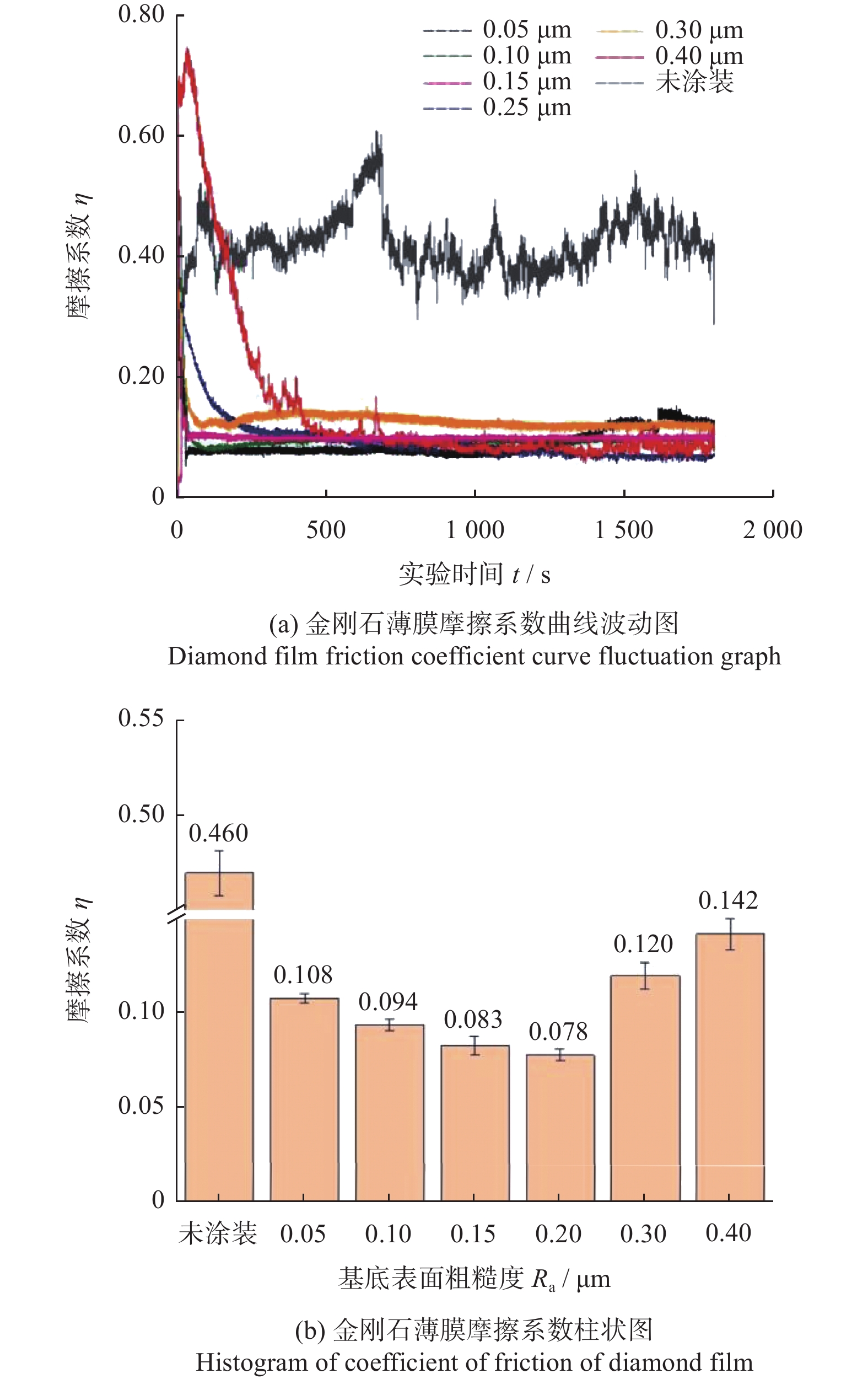
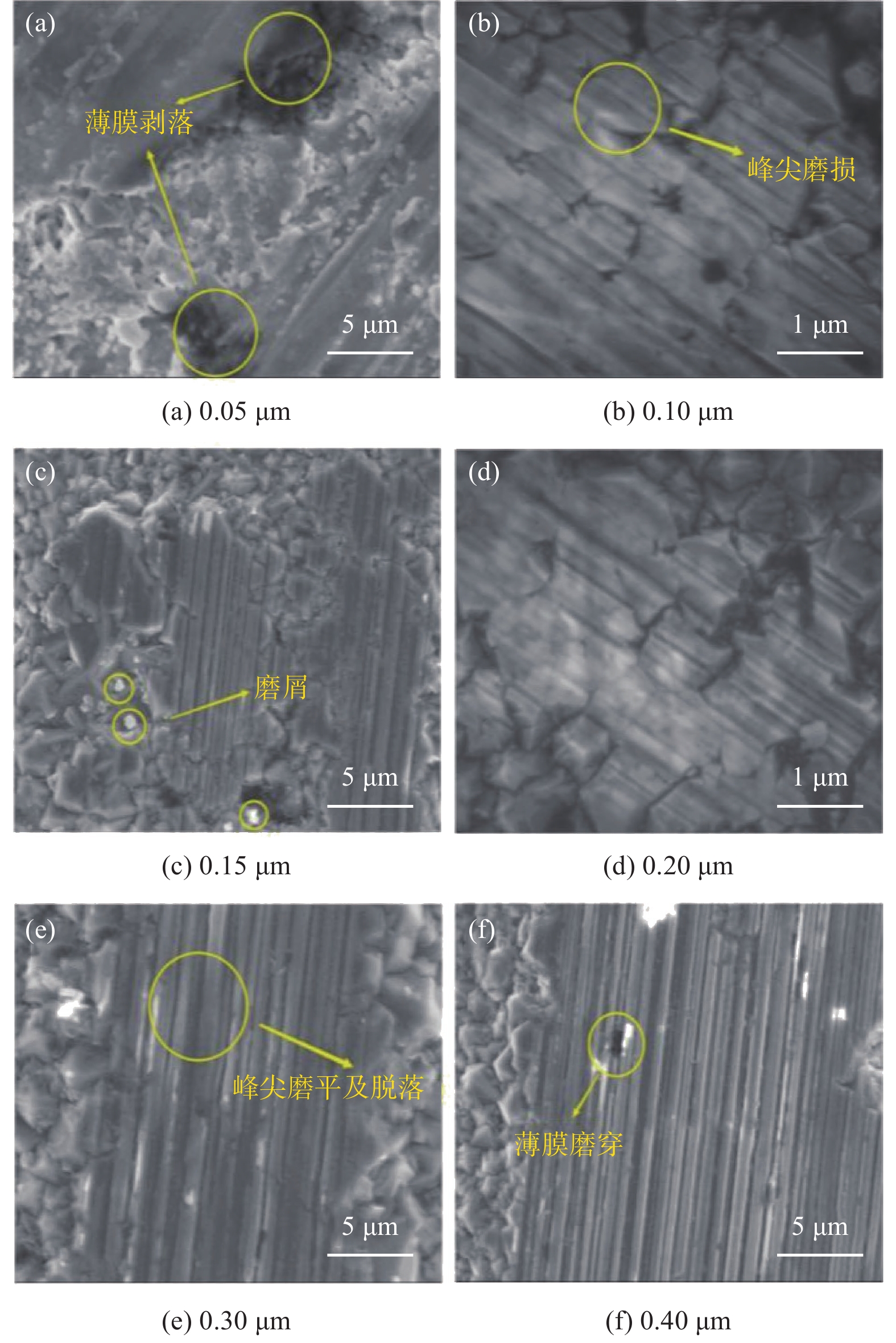
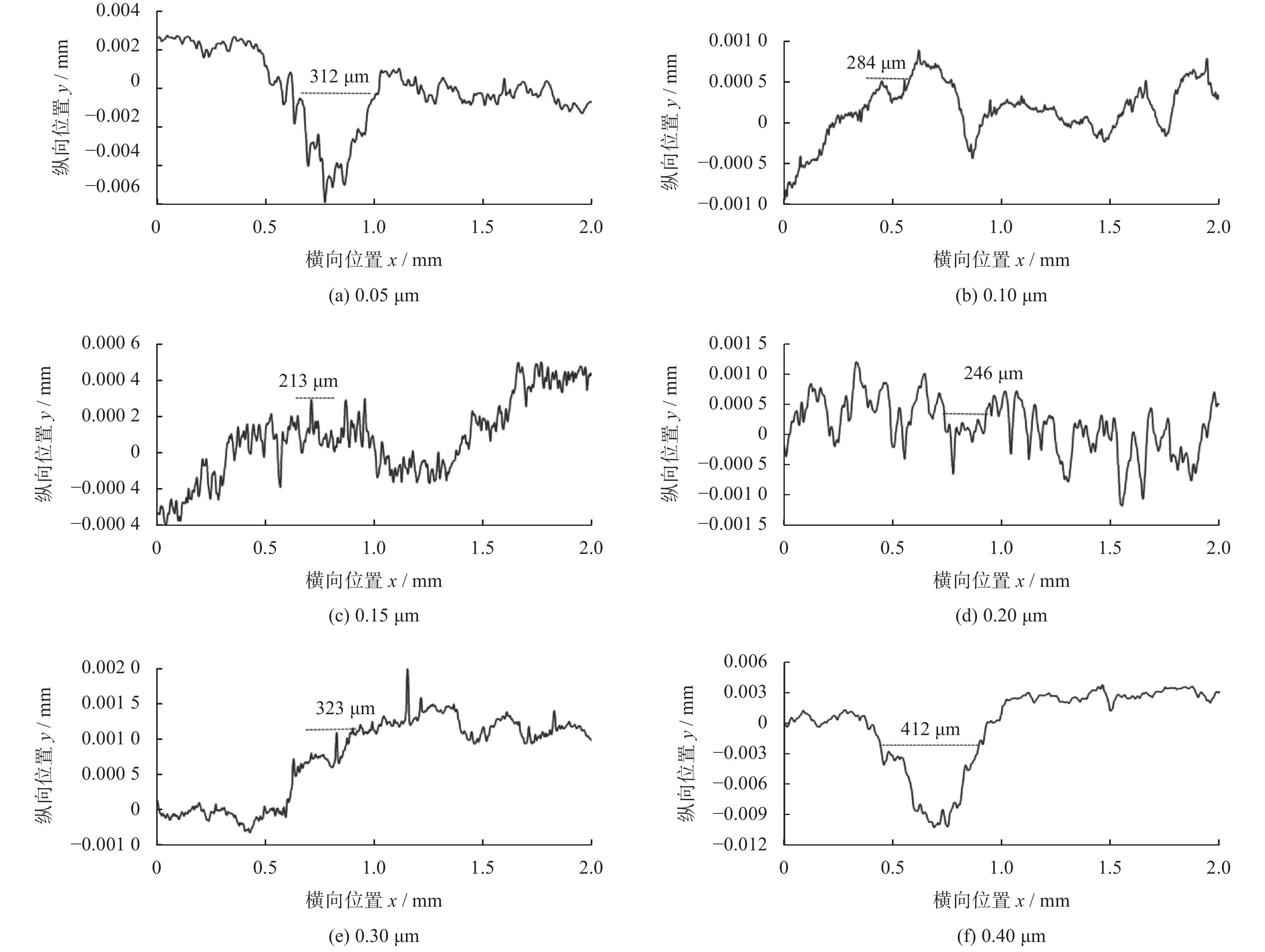
采用热丝化学气相沉积法(hot filament chemical vapour deposition,HFCVD)在不同表面粗糙度的Si3N4基底表面制备金刚石薄膜,并对薄膜的特性进行检测与分析。利用场发射电子扫描显微镜、原子力显微镜检测植晶后的Si3N4基底表面以及制备的金刚石薄膜表面形貌;利用多功能摩擦磨损实验机、探针式轮廓仪,在干摩擦条件下,测试金刚石薄膜的摩擦系数及磨损率。综合基底粗糙度对植晶质量的影响、金刚石薄膜表面形貌与摩擦磨损检测实验结果,确定了Si3N4基底表面粗糙度对金刚石薄膜耐磨性的影响。结果表明:基底表面粗糙度会影响植晶的均匀性及致密性,进而影响金刚石颗粒在基底表面的生长,同时基底的表面形貌也会复映在金刚石薄膜表面。表面粗糙度为0.15 μm和0.20 μm的基底所制备的金刚石薄膜拥有较好的耐磨性,可得到最低的磨损率1.75 × 10−7 mm3/(m·N)和最低的摩擦系数0.078。


 摘要
摘要 HTML
HTML PDF 2487KB
PDF 2487KB 施引文献
施引文献








 第二轮(征文)通知
第二轮(征文)通知






 邮件订阅
邮件订阅 RSS
RSS