CN 41-1243/TG
ISSN 1006-852X
EN
高级检索+
首页
期刊简介
编委会
编委会
编委会章程
青年编委会章程
在线投稿
期刊在线
最新录用
过刊浏览
当期目录
下载排行
浏览排行
引用排行
高级检索
期刊动态
学术日历
2023
2024
2025
出版伦理
常见问题
联系我们
所有
标题
作者
关键词
摘要
Doi
栏目
作者地址
基金
中图分类号
首页
期刊简介
编委会
编委会
编委会章程
青年编委会章程
在线投稿
期刊在线
最新录用
过刊浏览
当期目录
下载排行
浏览排行
引用排行
高级检索
期刊动态
学术日历
2023
2024
2025
出版伦理
常见问题
联系我们
留言板
尊敬的读者、作者、审稿人, 关于本刊的投稿、审稿、编辑和出版的任何问题, 您可以本页添加留言。我们将尽快给您答复。谢谢您的支持!
姓名
邮箱
手机号码
标题
留言内容
验证码
当期目录
2025年 第45卷 第3期
上一期
选择全部
显示方式:
微波等离子体化学气相沉积制备金刚石厚膜的研究及应用进展
刘富成
,
马莞杰
,
黄江涛
,
张宗雁
,
韩培刚
,
何斌
2025, 45(3): 285-299.
doi:
10.13394/j.cnki.jgszz.2023.0270
摘要
(
96
)
HTML
(
70
)
PDF 3020KB
(
21
)
施引文献
(
)
摘要:
近年来,随着化学气相沉积(CVD)制备金刚石技术的发展,关于金刚石的研究与应用受到越来越多的关注。目前,主要的CVD技术有微波等离子体化学气相沉积(MPCVD)、热丝化学气相沉积、直流电弧等离子体喷射化学气相沉积和热阴极等离子体化学气相沉积等。MPCVD技术因其生长的金刚石品质高,被认为是制备大面积、高质量金刚石厚膜的最佳方法。首先介绍MPCVD的基本原理和设备,比较几种主要MPCVD技术的优缺点,并对国内外的研究进展进行总结,包括金刚石生长工艺的研究,特别是国内外单晶/多晶金刚石厚膜的制备研究,然后总结近年来金刚石厚膜在电子、光学、热沉等高新技术领域的应用,最后对金刚石厚膜的发展前景进行展望。
纳米金刚石在医疗和传感器领域的应用
江霖
,
王成勇
,
张月
,
郭紫莹
2025, 45(3): 300-315.
doi:
10.13394/j.cnki.jgszz.2024.0028
摘要
(
68
)
HTML
(
50
)
PDF 10892KB
(
22
)
施引文献
(
)
摘要:
纳米金刚石不仅具有传统块状金刚石优异的物理和化学性质,还具有良好的生物相容性、光学特性和电学特性等。这些特性使得纳米金刚石在医疗和传感器领域的应用受到了科研人员的广泛关注。系统综述纳米金刚石的制备方法及各种方法的优缺点,指出其在表面改性、生物、光和电等方面的特殊性能,重点总结纳米金刚石在医疗和传感器领域近年来的研究,最后展望纳米金刚石未来的发展和应用前景,并指出其中的不足之处。
金刚石含量对电子束选区熔化制备Ni-Cu/金刚石复合材料性能的影响
李浩东
,
王海山
,
范永刚
2025, 45(3): 316-324.
doi:
10.13394/j.cnki.jgszz.2024.0079
摘要
(
66
)
HTML
(
40
)
PDF 3778KB
(
0
)
施引文献
(
)
摘要:
为解决传统PDC钻头胎体材料制备方法带来的弊端并提高其性能,采用电子束选区熔化(electron beam selective melting,EBSM)技术成功制备能够用作PDC钻头胎体的Ni-Cu/金刚石复合材料试样,并系统研究金刚石含量对试样耐磨和抗冲蚀性能等的影响。结果表明,随金刚石体积分数增加,Ni-Cu/金刚石复合材料试样的致密度整体呈下降趋势,而其抗弯强度整体呈先减小、后出现一个基本保持不变的平台期、随后再迅速减小的趋势;当金刚石体积分数从10%增加到35%时,试样的磨耗比先逐步增加,在金刚石体积分数为25%时达到最大值1.09,后迅速减小;同时,在抗冲蚀试验中试样的质量损失随金刚石体积分数的增加呈先降低后升高的趋势,在金刚石体积分数为25%时获得最小值7.15 mg。因此,当金刚石体积分数为25%时,EBSM制备的Ni-Cu/金刚石复合材料的耐磨和抗冲蚀性能最佳。
中国培育钻石市场发展现状及展望
张栋
2025, 45(3): 325-331.
doi:
10.13394/j.cnki.jgszz.2023.0263
摘要
(
68
)
HTML
(
105
)
PDF 1514KB
(
37
)
施引文献
(
)
摘要:
2023年,中国培育钻石零售市场快速发展,培育钻石及其相关饰品已经被更广泛的消费群体接受。为全面反映中国培育钻石市场的发展现状,立足当前中国培育钻石零售市场和培育钻石批发端的发展现状,结合美国培育钻石零售市场和中国天然钻石零售市场的相关研究成果,探讨中国培育钻石市场的发展路径及未来趋势。研究认为:中国培育钻石零售市场显示出巨大的潜力,新媒体和线上直播等宣传及销售渠道预计会显著推动其发展。尽管培育钻石市场增长显著,但也面临严峻挑战。为此,各利益相关方需要共同努力和协作,构建一个可持续的发展模式。培育钻石零售市场的迅速发展满足了细分消费市场的需求,但也需要相关各方高度重视,以实现产业良性发展。
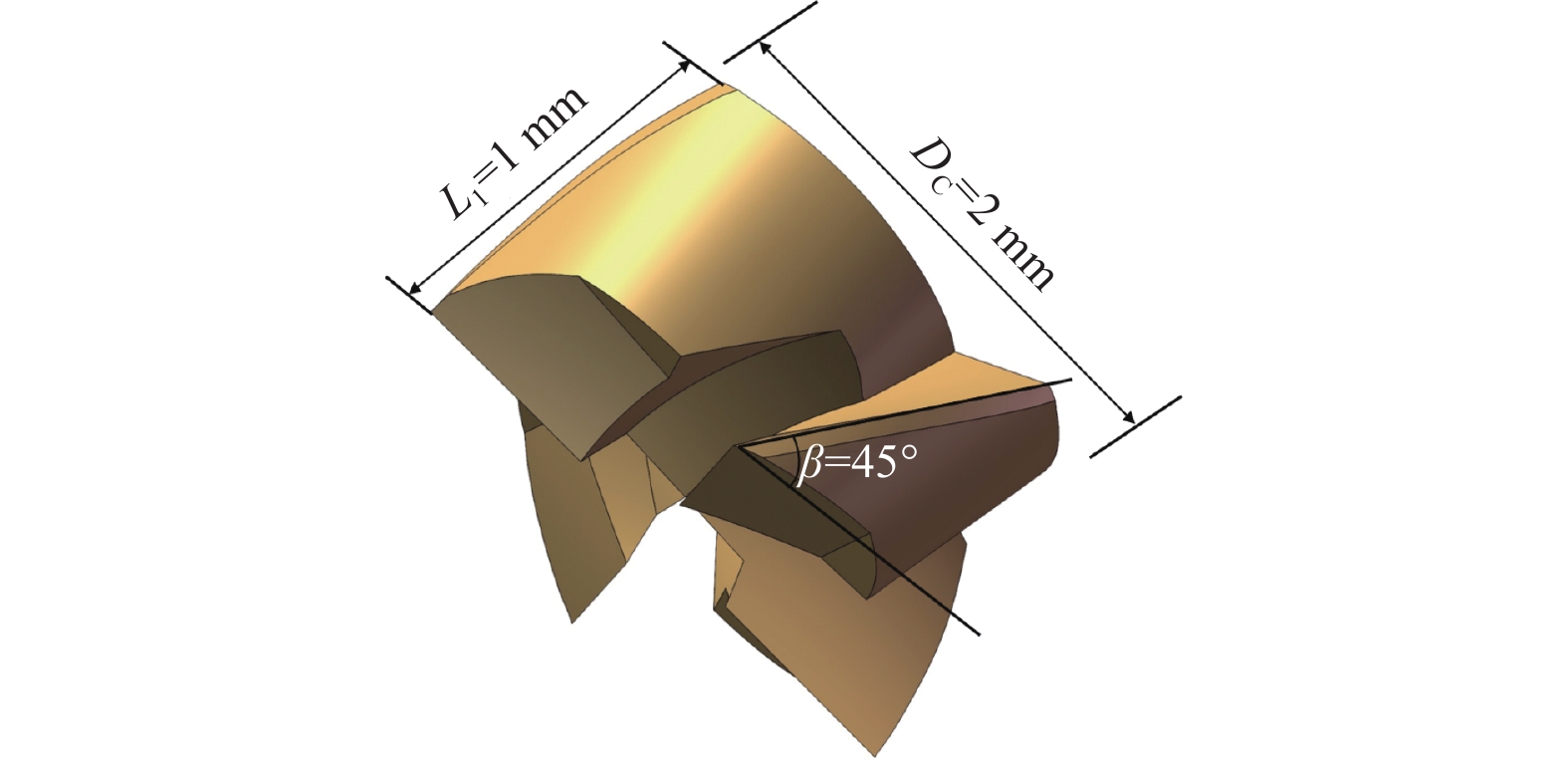
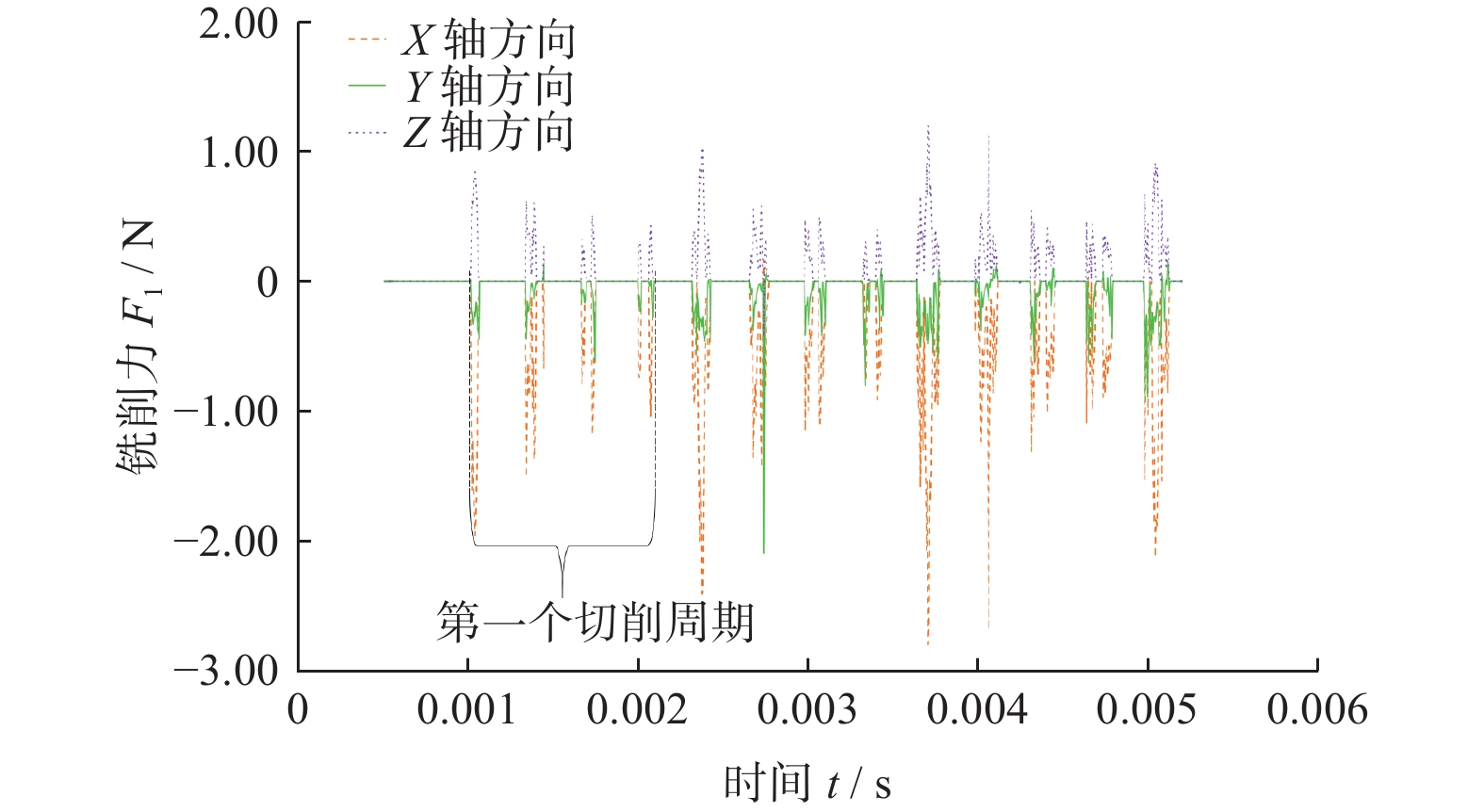
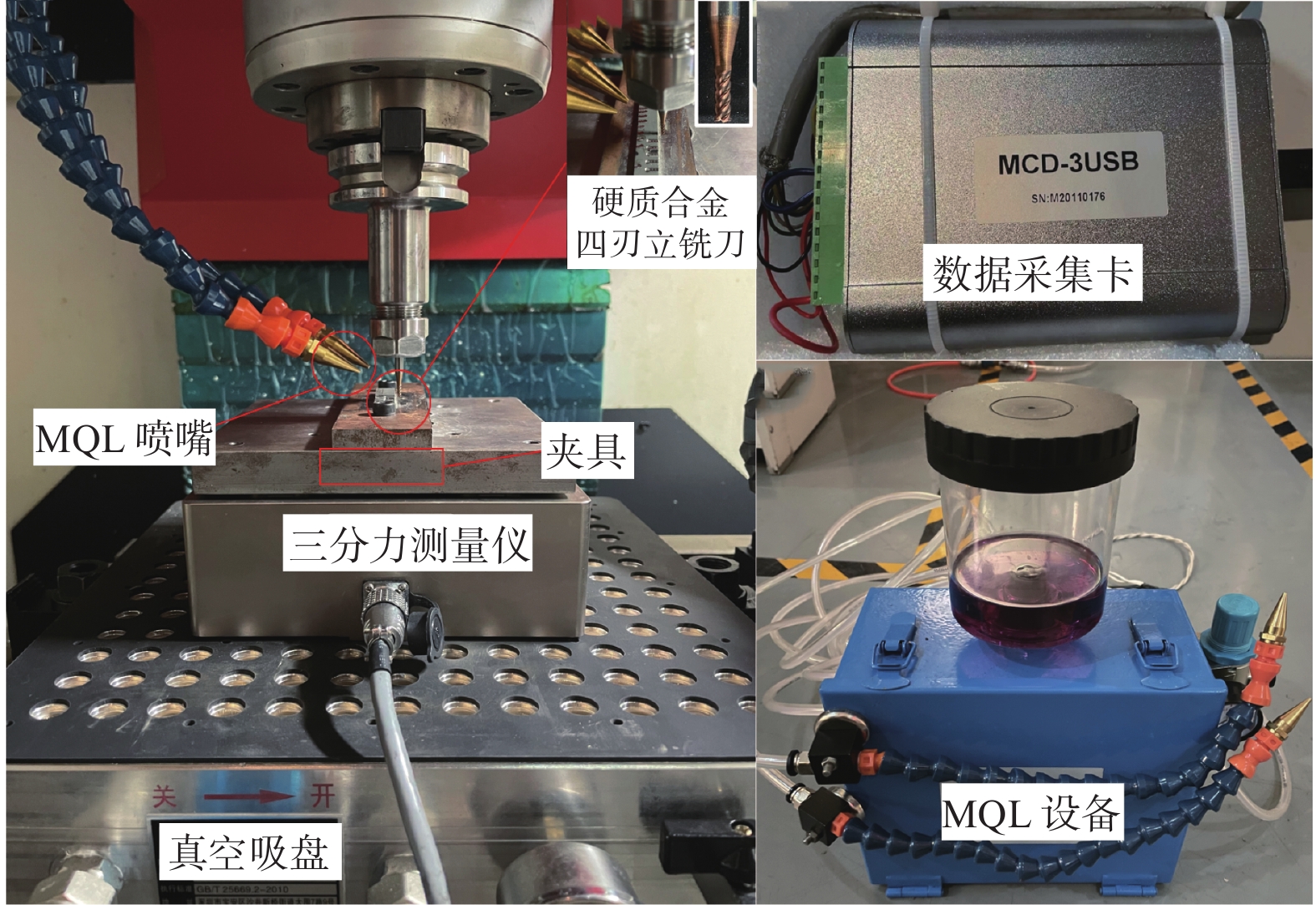
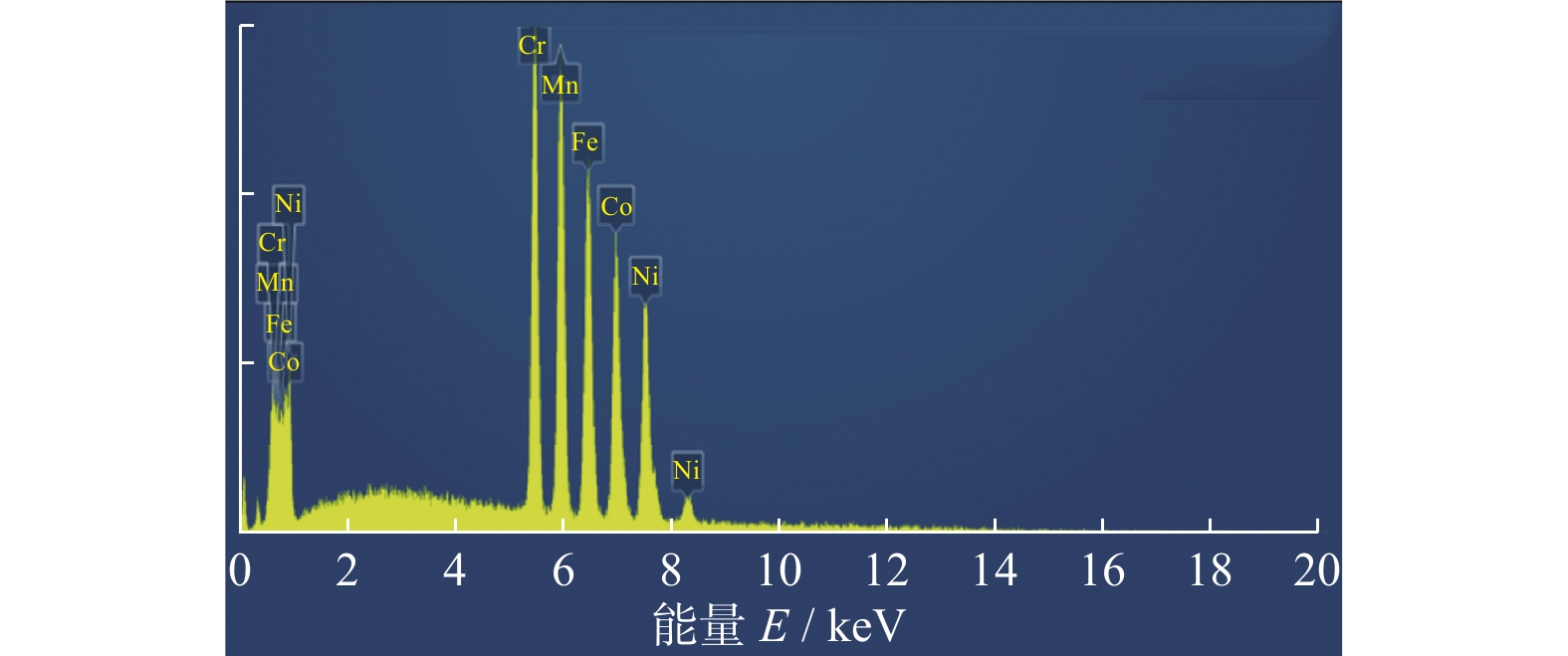
基于微量润滑的多主元高熵合金铣削加工数值模拟
吴岩伟
,
刘寅
,
孙兴伟
,
杨赫然
,
董祉序
,
张维锋
2025, 45(3): 332-341.
doi:
10.13394/j.cnki.jgszz.2023.0265
摘要
(
65
)
HTML
(
45
)
PDF 3785KB
(
7
)
施引文献
(
)
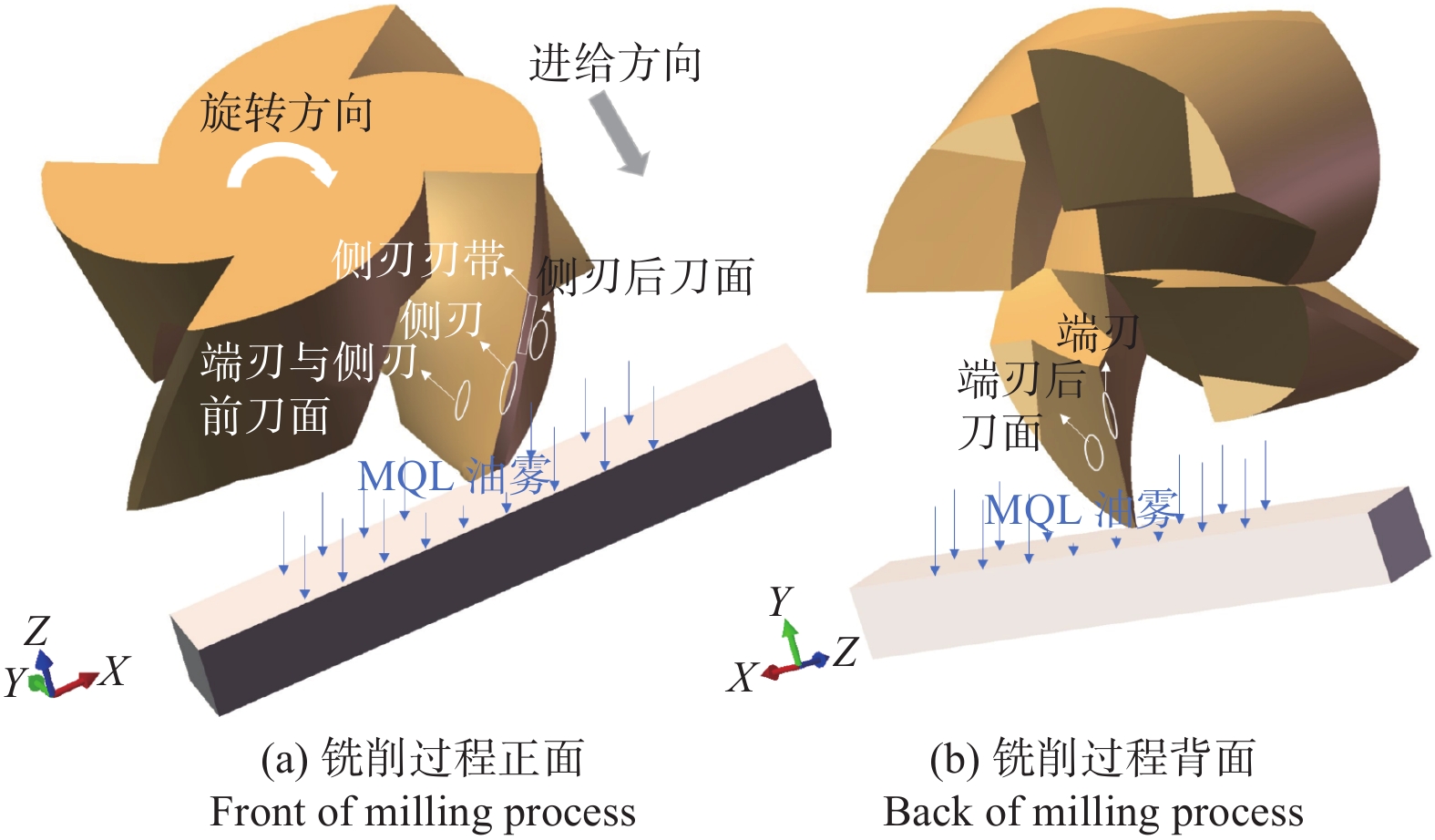
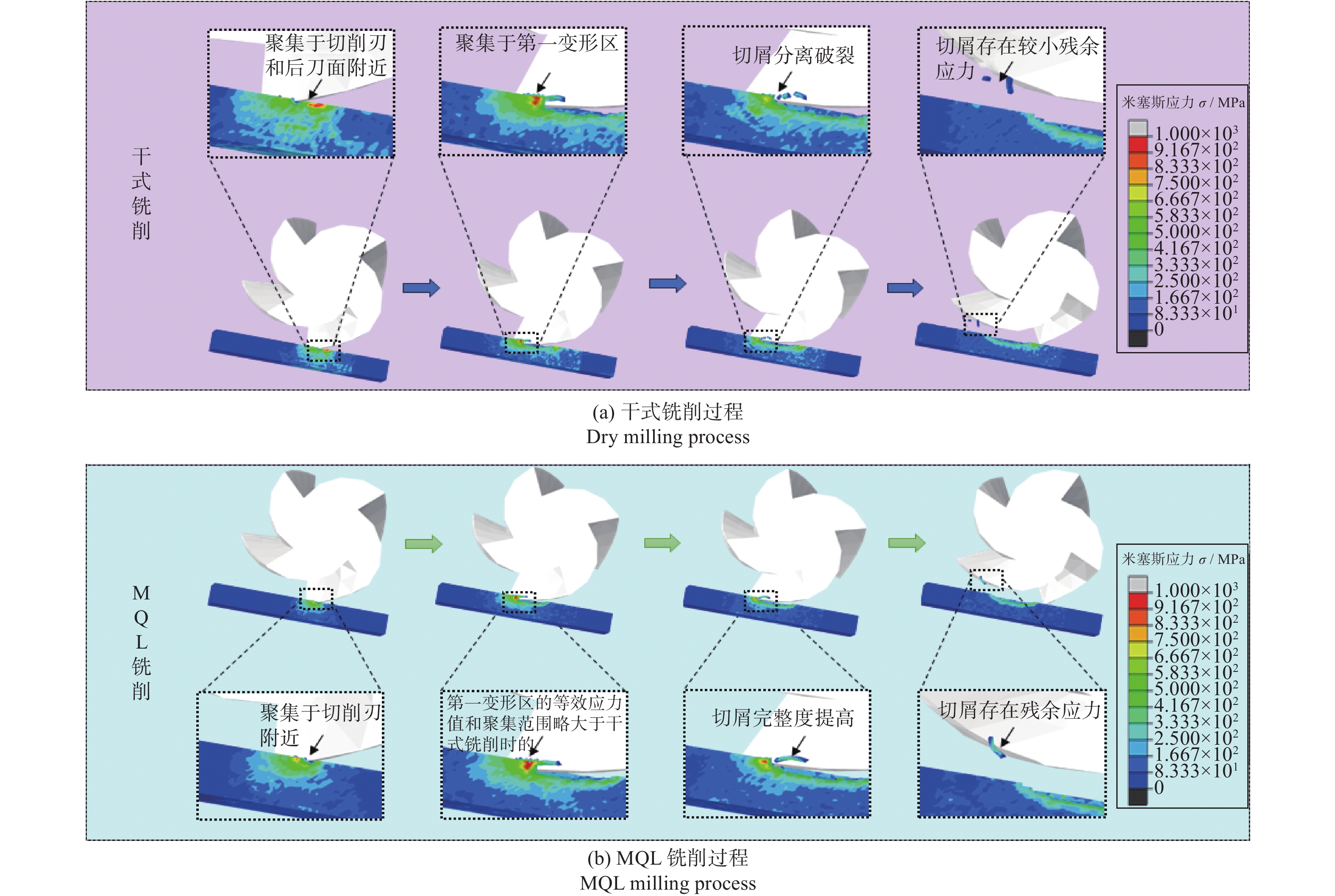
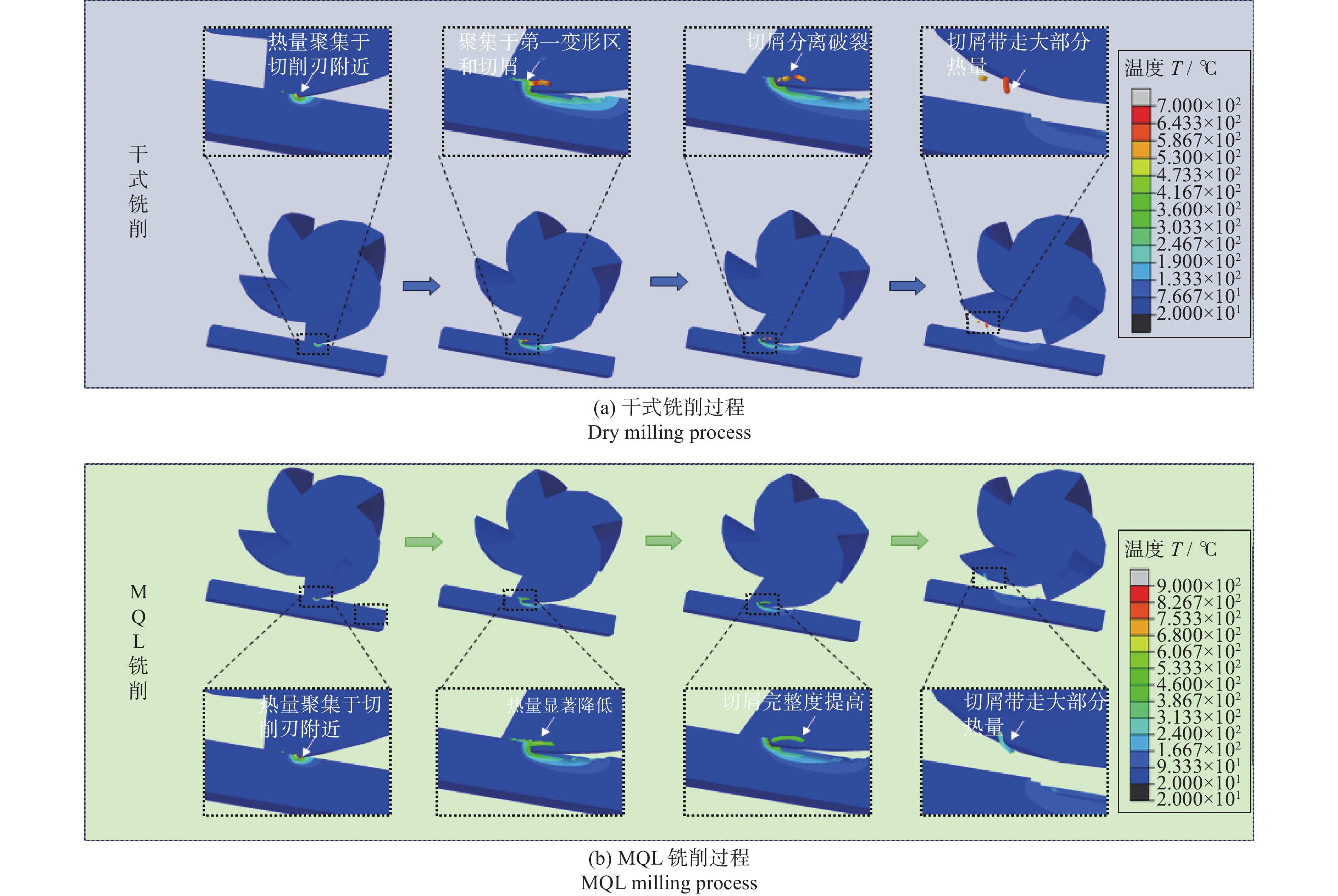
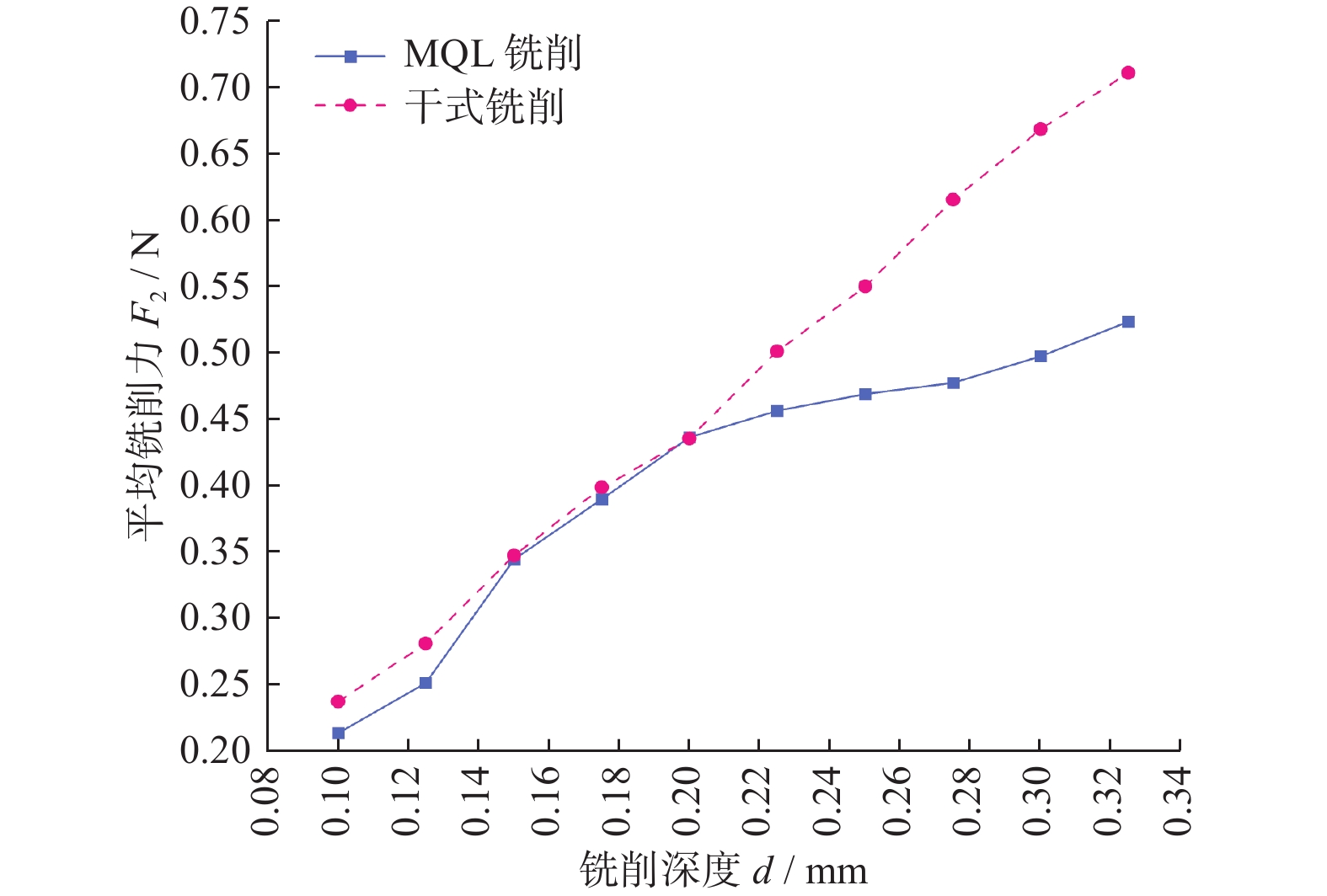
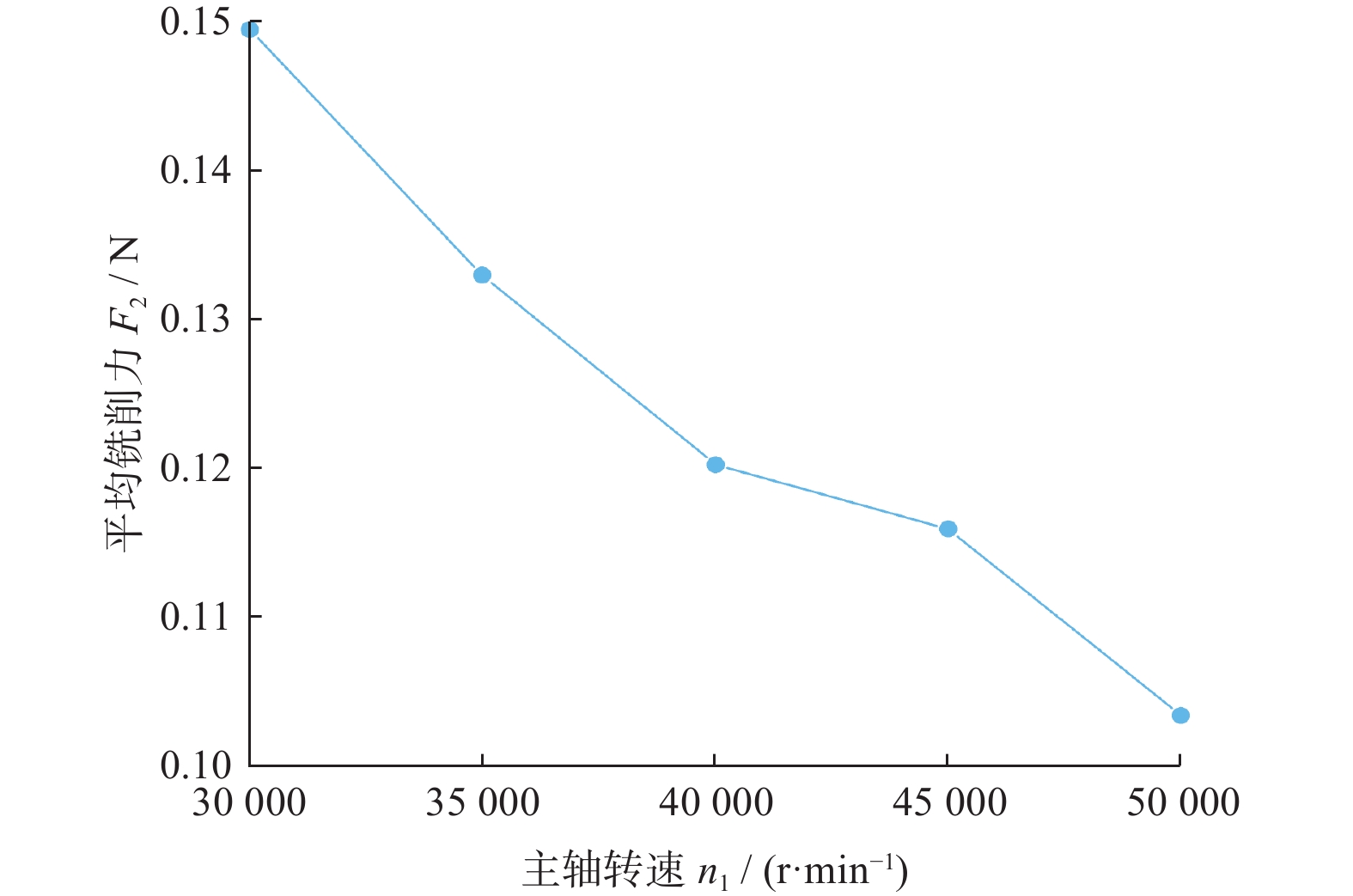
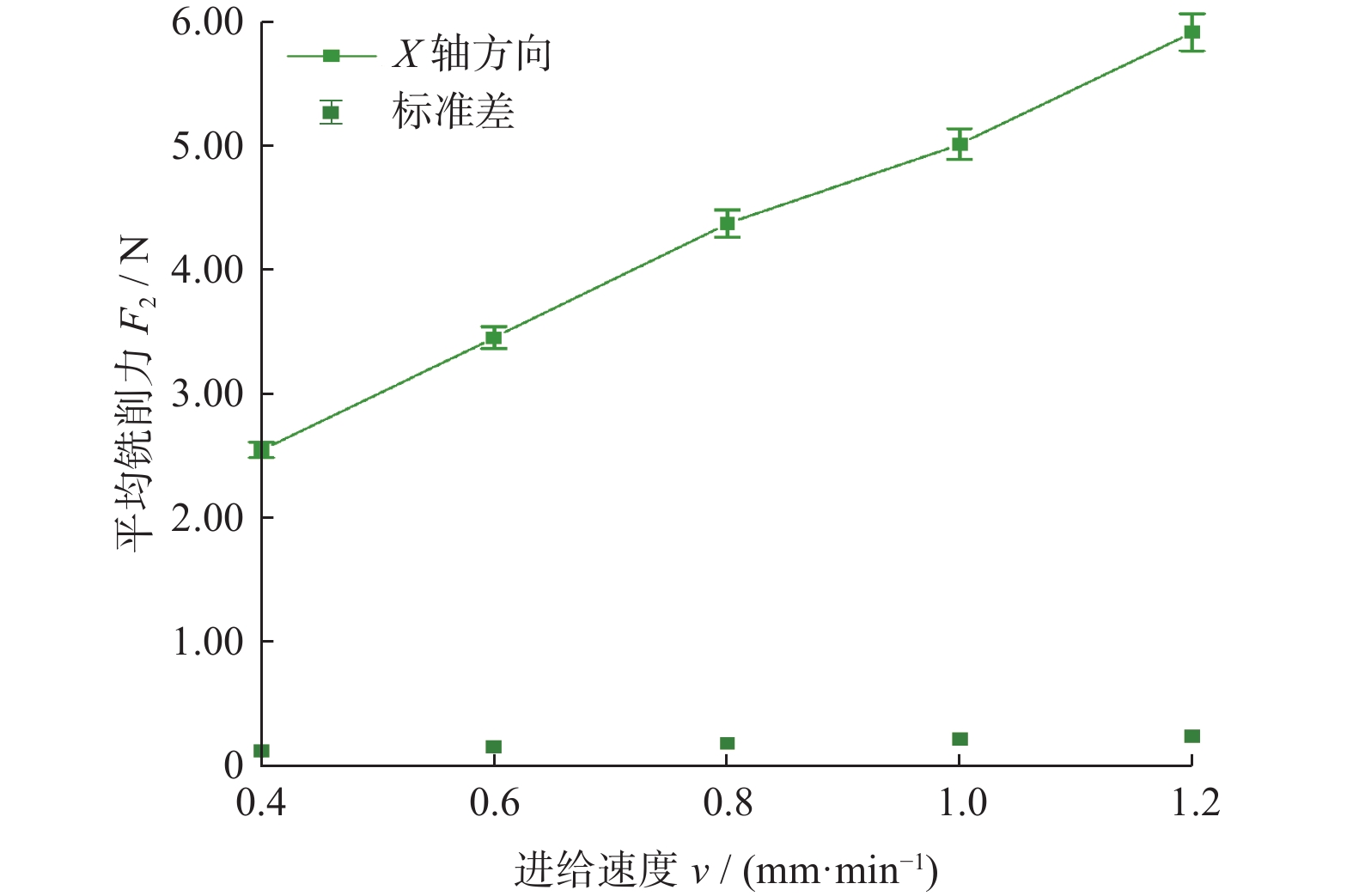
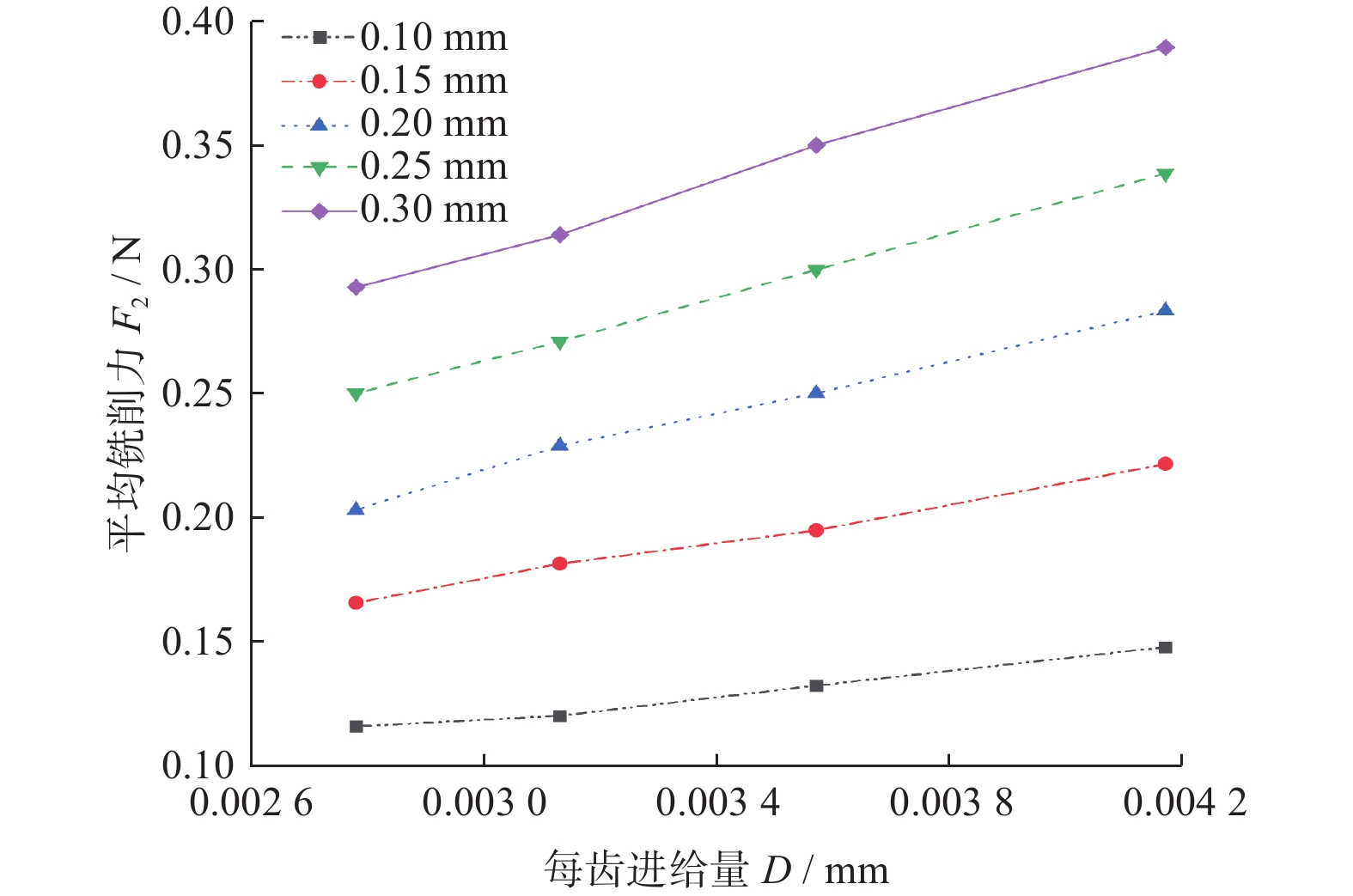
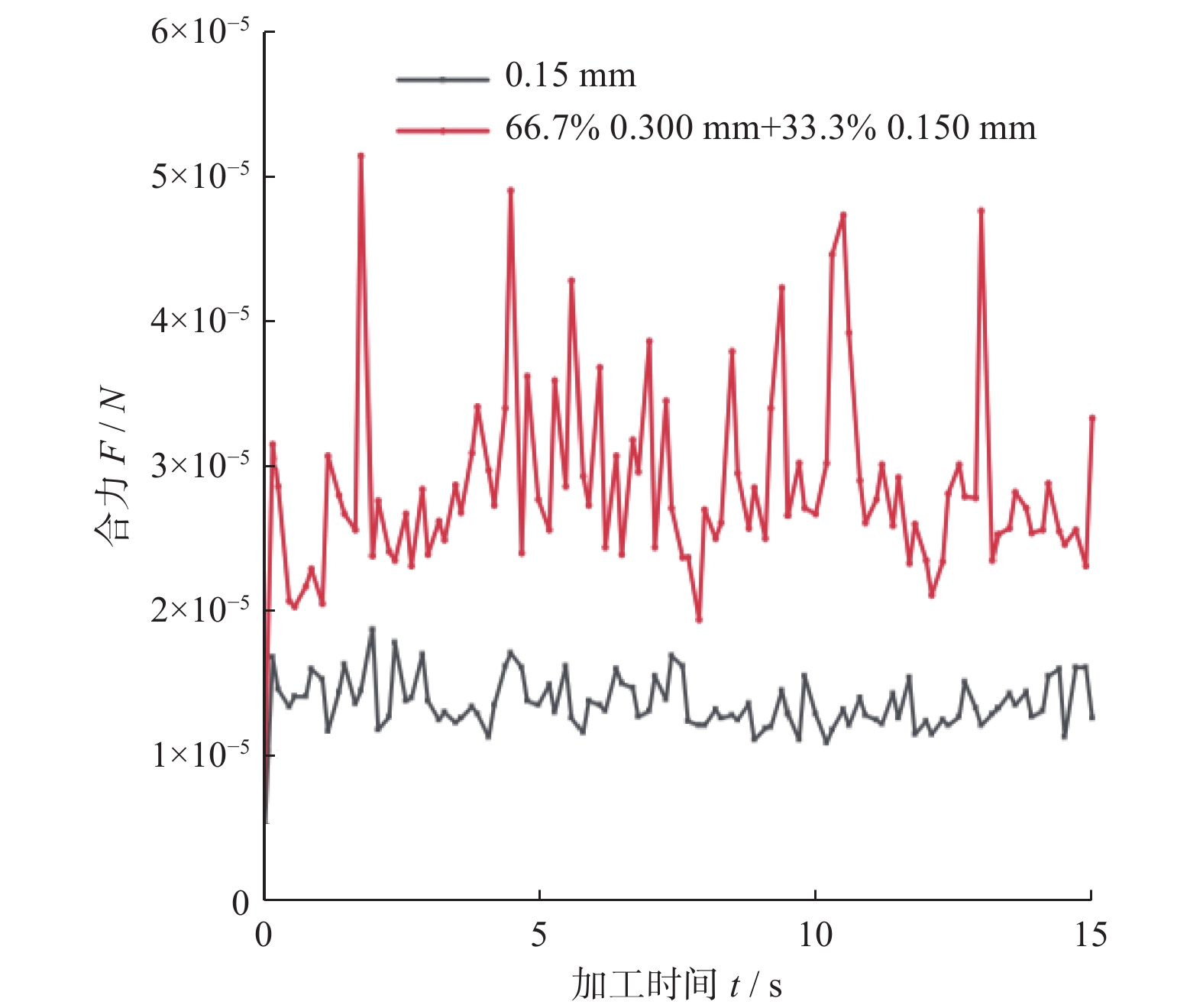
摘要:
为研究微量润滑对多主元高熵合金铣削力的影响,建立高熵合金与四刃立铣刀的热力耦合单刃铣削模型,通过分析材料去除机理揭示微量润滑降低铣削力的作用机制,并开展单因素实验研究不同铣削参数对铣削力的影响规律。结果表明:在铣削深度为0.15~0.20 mm时,微量润滑铣削相较于干式铣削几乎不降低铣削力;在铣削深度>0.20 mm时,随着铣削深度增加,微量润滑降低铣削力的效果增强;在铣削深度为0.30 mm时,可降低约30%的铣削力。同时,铣削力随着每齿进给量和铣削深度的增加而增大,且随铣削深度逐渐增加,铣削力对每齿进给量增大的敏感程度逐渐加剧。
金刚石磨粒切削钢混材料的温度仿真分析与磨损实验
韦敏
,
史永晋
,
郭子航
2025, 45(3): 342-351.
doi:
10.13394/j.cnki.jgszz.2024.0128
摘要
(
54
)
HTML
(
33
)
PDF 3200KB
(
2
)
施引文献
(
)
摘要:
海上平台导管架桩基一般采用钢混灌浆结构,在利用金刚石串珠绳切割其海面以上部分时,为确保单根串珠绳完成单一切口的切割作业,必须选择合理的冷却方案。本研究基于傅里叶导热定律建立金刚石磨粒切削温度场数值模型,该温度场的温度随切削工艺参数的增大而升高,随介质参数的增大而降低;利用AdvantEdge有限元切削仿真技术建立金刚石磨粒切削钢混材料的动力学仿真模型,探究切削过程中不同冷却方式对切削区温升和磨粒磨损的影响;搭建金刚石串珠绳切削实验台,根据实际工况,选择了干切削、低温喷雾和高压水冷3种切削方式,对仿真结果进行实验验证。结果表明:低温喷雾冷却方案的冷却效果最优,与干切削相比,试验后单颗串珠磨粒的完整度可提高13百分点,磨粒脱落率可降低15百分点。因此,在导管架平台桩基切割工况下,选择低温喷雾冷却的方式,更有利于串珠绳切削效率和使用寿命的提升。
金刚石纳米切削单晶GaN的刀具角度影响研究
王永强
,
夏昊
,
胡志航
,
张帅阳
,
尹韶辉
2025, 45(3): 352-365.
doi:
10.13394/j.cnki.jgszz.2024.0186
摘要
(
82
)
HTML
(
53
)
PDF 5620KB
(
13
)
施引文献
(
)
摘要:
为探究刀具角度对单晶氮化镓(GaN)切削诱导变形行为的影响,对金刚石纳米切削单晶GaN进行分子动力学模拟,并开展实验验证。结果表明:较大的正前角和较小的负前角可强化剪切作用,有利于切屑成形,减少原子侧向流动;而较大的负前角则会加深亚表层损伤。通过位错提取算法(DXA)和晶体结构识别算法(IDS)结合应力应变分析发现,较大的负前角和负后角可引起应力和温度升高,促进位错形核和相变,加剧非晶化。正前角和正后角切削可缓解亚表层损伤,促进去除,更有利于获得优质低损表面。
单颗金刚石磨粒划擦反应烧结碳化硅复合材料的实验及仿真
张德涵
,
丁康
,
蔡昕彤
,
杨峰
,
董志刚
,
鲍岩
,
郭晓光
,
康仁科
2025, 45(3): 366-376.
doi:
10.13394/j.cnki.jgszz.2024.0053
摘要
(
64
)
HTML
(
43
)
PDF 4883KB
(
3
)
施引文献
(
)
摘要:
反应烧结碳化硅(RB-SiC)复合材料具有比刚度高、硬度高、耐腐蚀和耐磨损等优异性能,被广泛用于航空航天等领域,然而其较高的硬度和脆性等导致使用传统加工方式时易出现较多缺陷。为探究RB-SiC复合材料磨削加工时的材料去除机理及表面损伤成因,开展单颗金刚石磨粒压头划擦实验,同时以连续分布的Si为基体,以呈颗粒或粉末状分布的SiC相为增强相,构建新的RB-SiC复合材料有限元仿真模型,并利用ABAQUS有限元仿真软件进行划擦仿真,研究复合材料表面的裂纹形成及材料去除机理,掌握划擦过程中压头−颗粒相互作用导致的切削力变化规律。结果表明,划擦实验与模型仿真结果吻合情况较好。随着切削深度增加,切削力逐渐增大,划痕路径上的破碎范围变大,材料表面形貌变差;当切削深度大于塑脆转变深度时,材料以脆性去除为主,划擦产生的应力向前传递,产生沿晶和穿晶裂纹;且划擦产生的应力大于SiC颗粒断裂应力,使SiC颗粒破碎去除,而基体则塑性去除;SiC颗粒与金刚石磨粒尖端的轨迹相对位置及SiC颗粒间距会导致划擦力变化,位于金刚石磨粒尖端移动轨迹上的SiC颗粒会导致划擦力上升,SiC颗粒间距过近时则划擦力会突升并在后方SiC颗粒破碎后骤降。
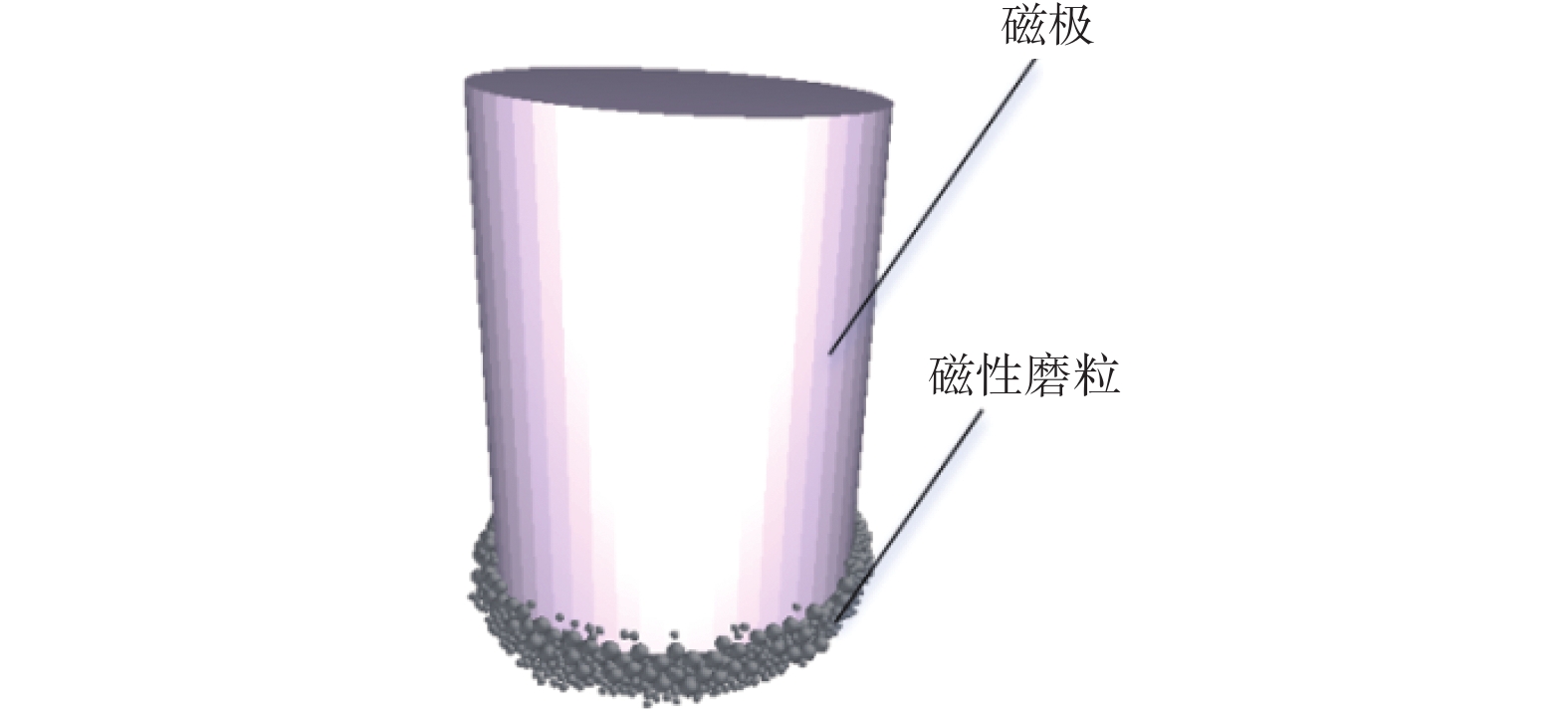
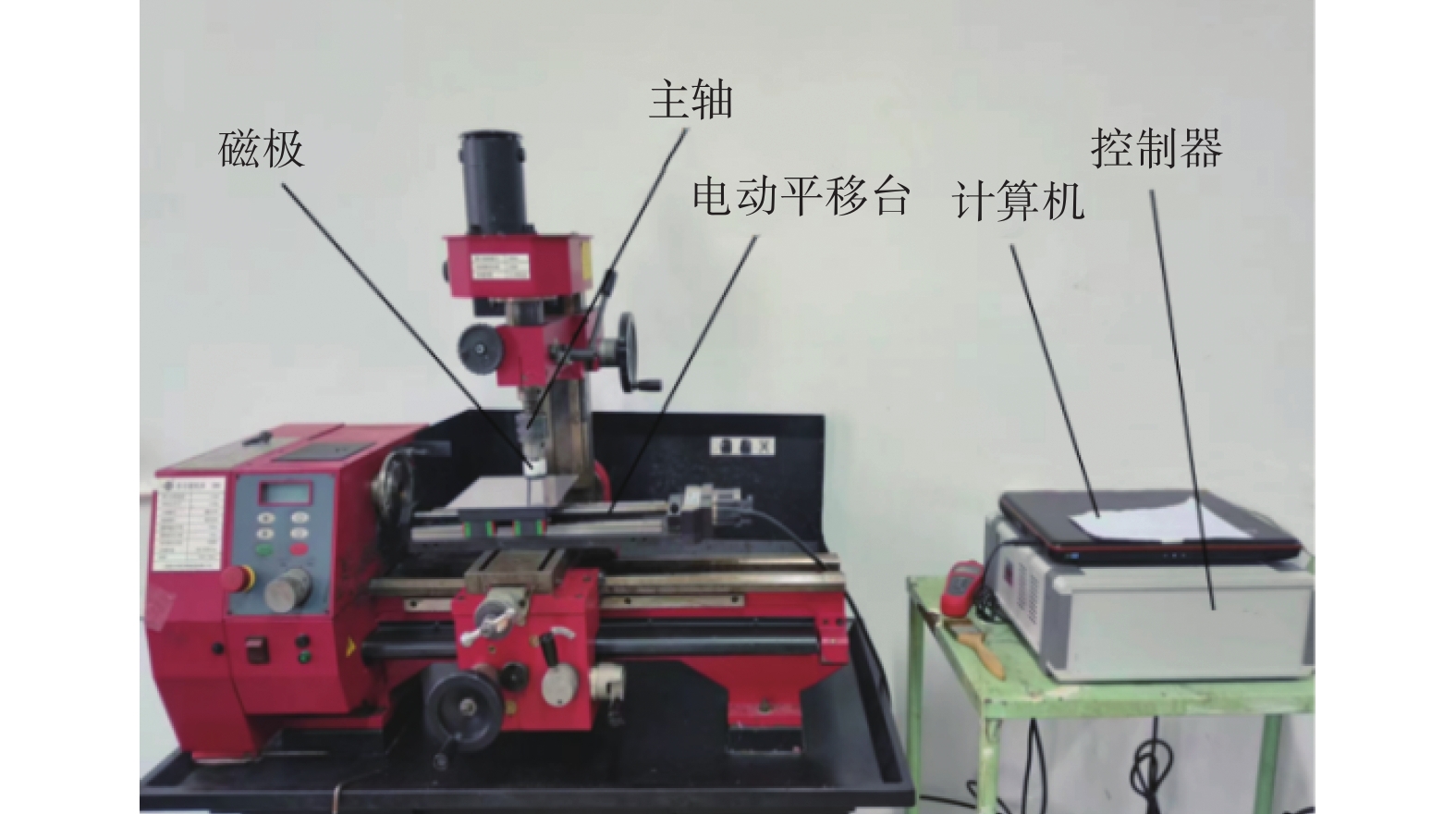
混合粒径磨料的磁粒研磨及光整加工试验
刘冰洋
,
丁云龙
,
邵文杰
,
韩冰
,
陈燕
2025, 45(3): 377-384.
doi:
10.13394/j.cnki.jgszz.2024.0078
摘要
(
69
)
HTML
(
39
)
PDF 3052KB
(
1
)
施引文献
(
)
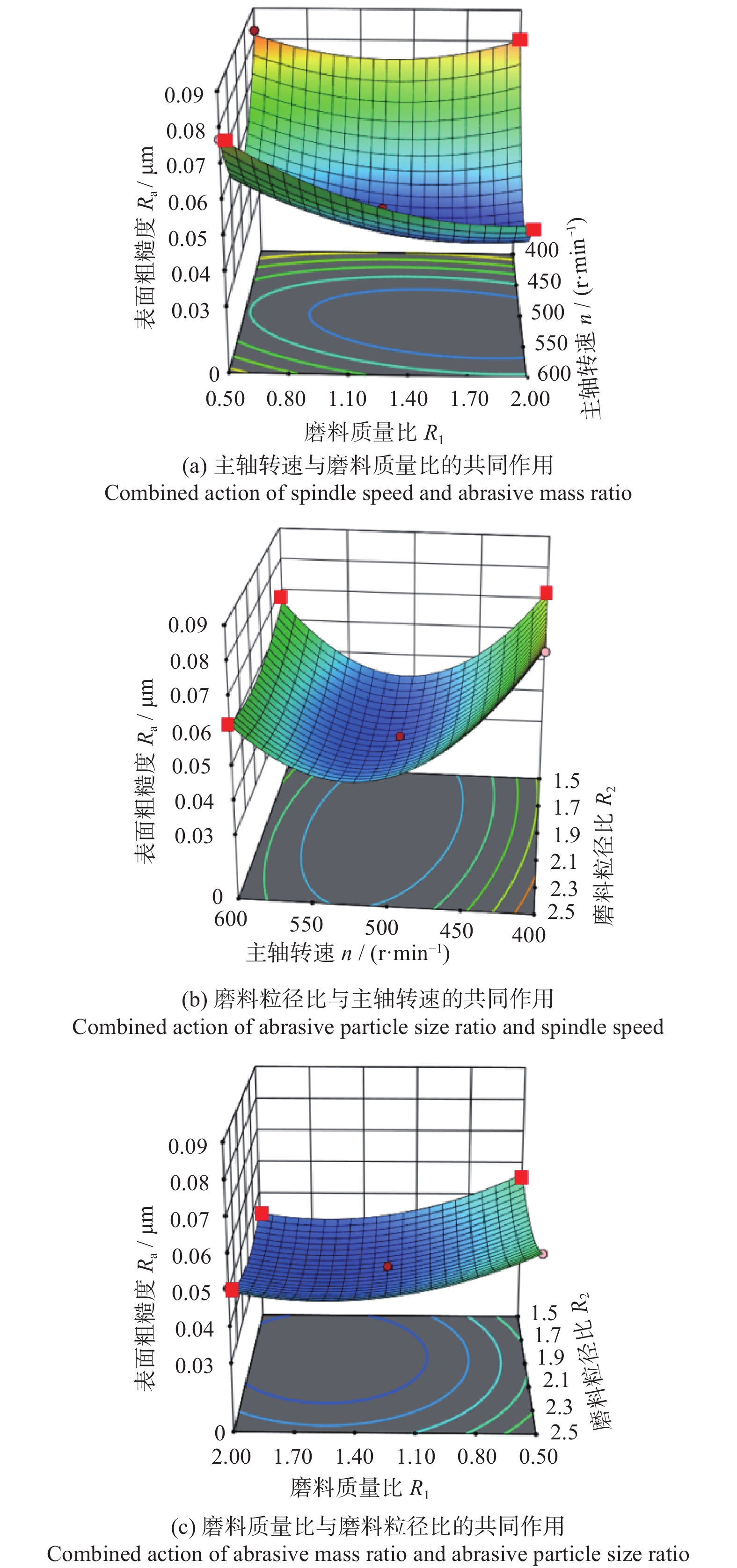
摘要:
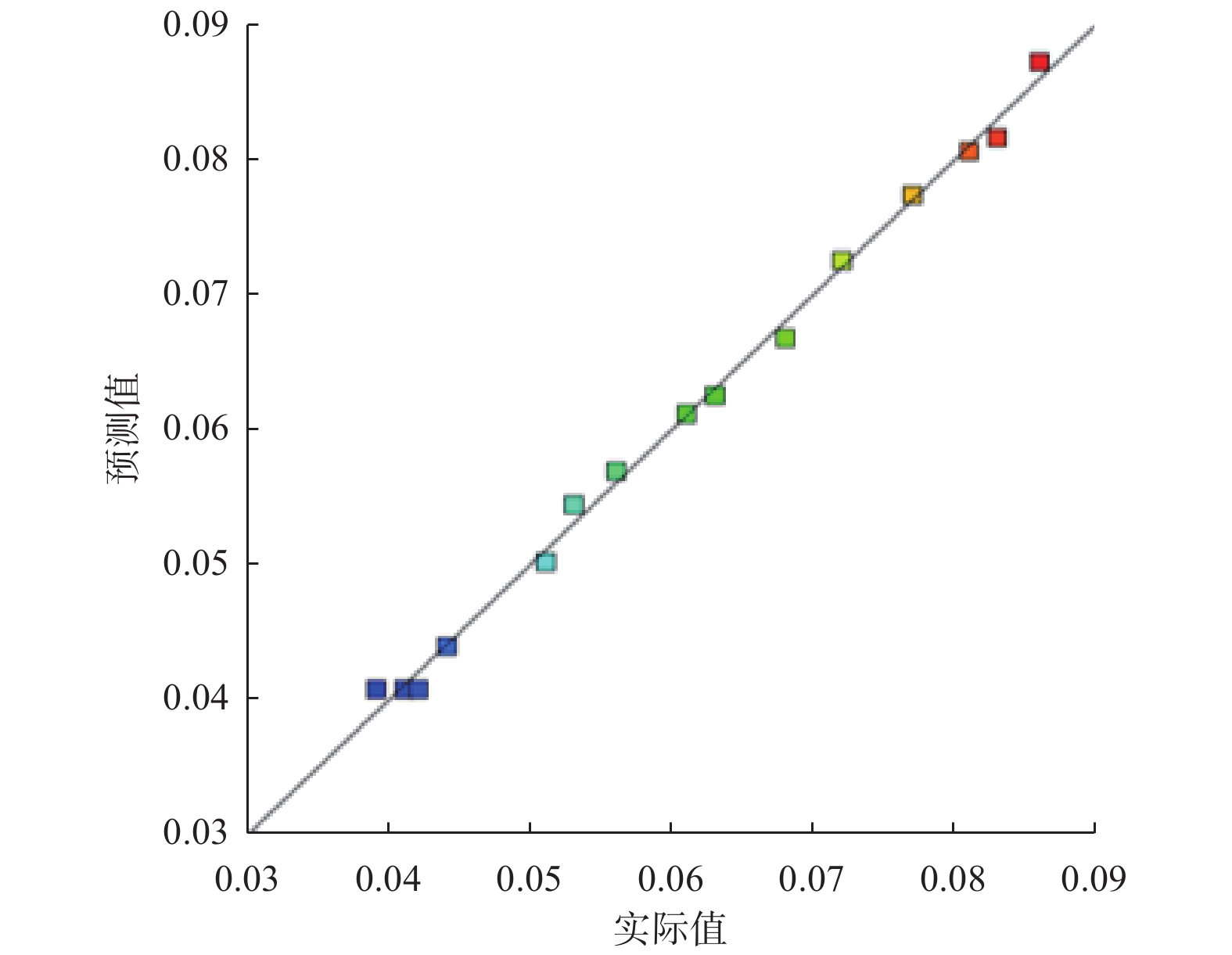
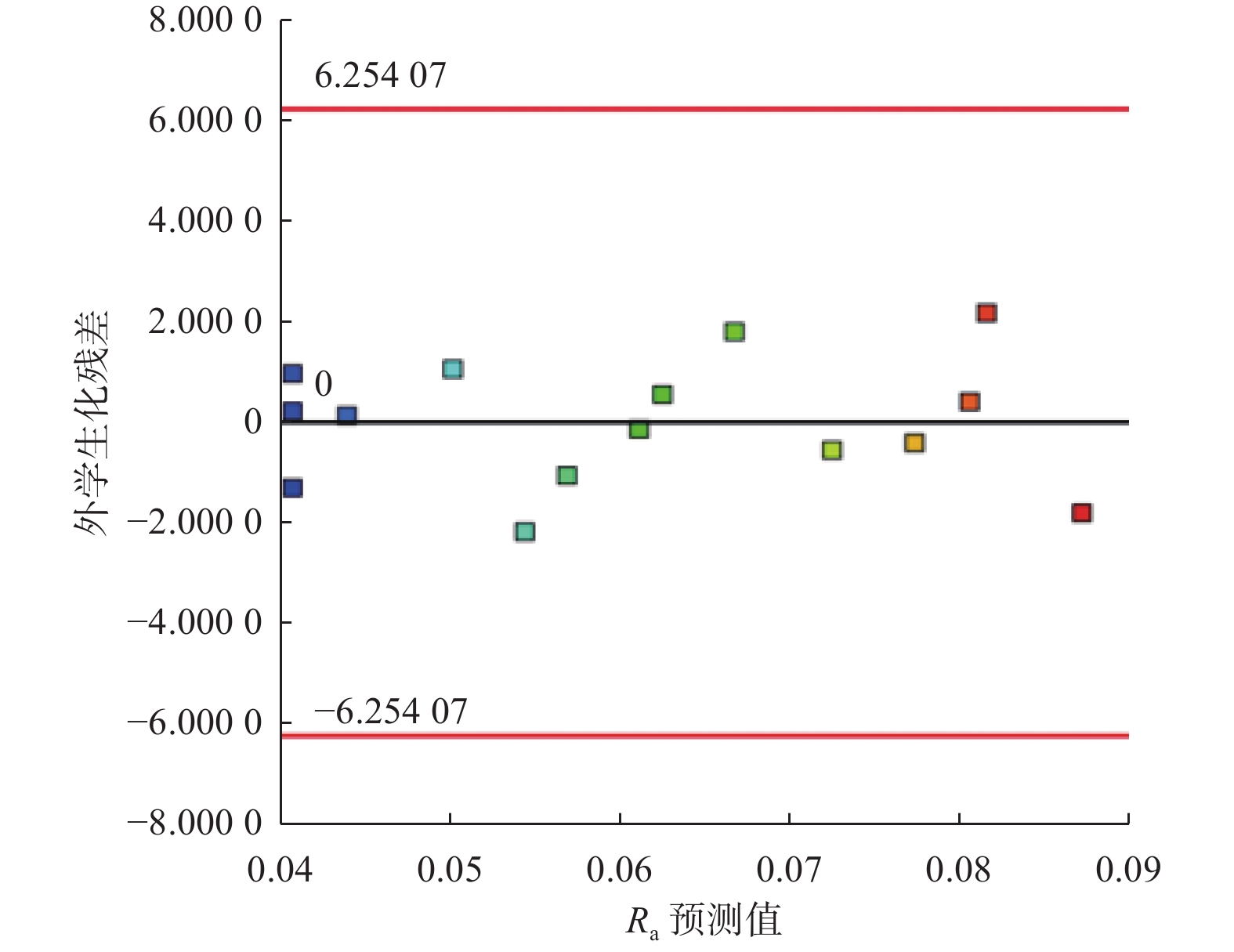
在磁粒研磨及光整加工试验中,相比于单一粒径磨料,采用混合粒径磨料能够提高磁性磨粒产生的磁粒刷的刚性和密度,进而提高加工效果。为探究混合粒径磨料磁粒研磨及光整加工的最佳工艺参数,基于响应曲面法,采用铁基氧化铝磁性磨料在SM4多功能机床上对SUS304不锈钢钢板工件的表面进行加工。以加工后工件的表面粗糙度
R
a
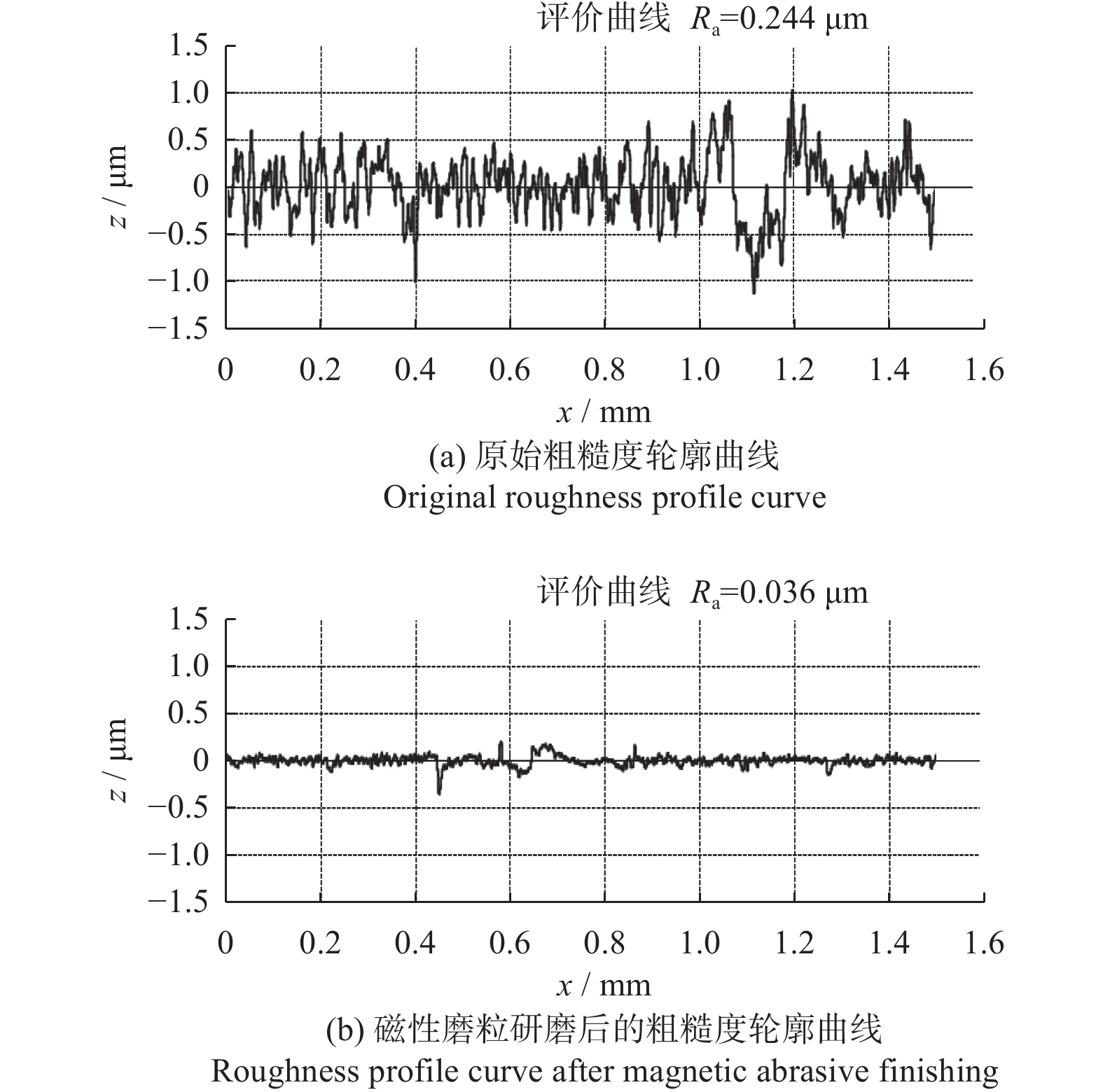
为响应值,对试验过程中的主轴转速、磨料质量比、磨料粒径比等主要试验参数进行优化和分析。结果表明:在主轴转速为511 r/min、磨料质量比为1.67、磨料粒径比为2.00的最佳参数组合下,工件的表面粗糙度
R
a
由0.244 μm的原始值降为0.036 μm的试验值,且
R
a
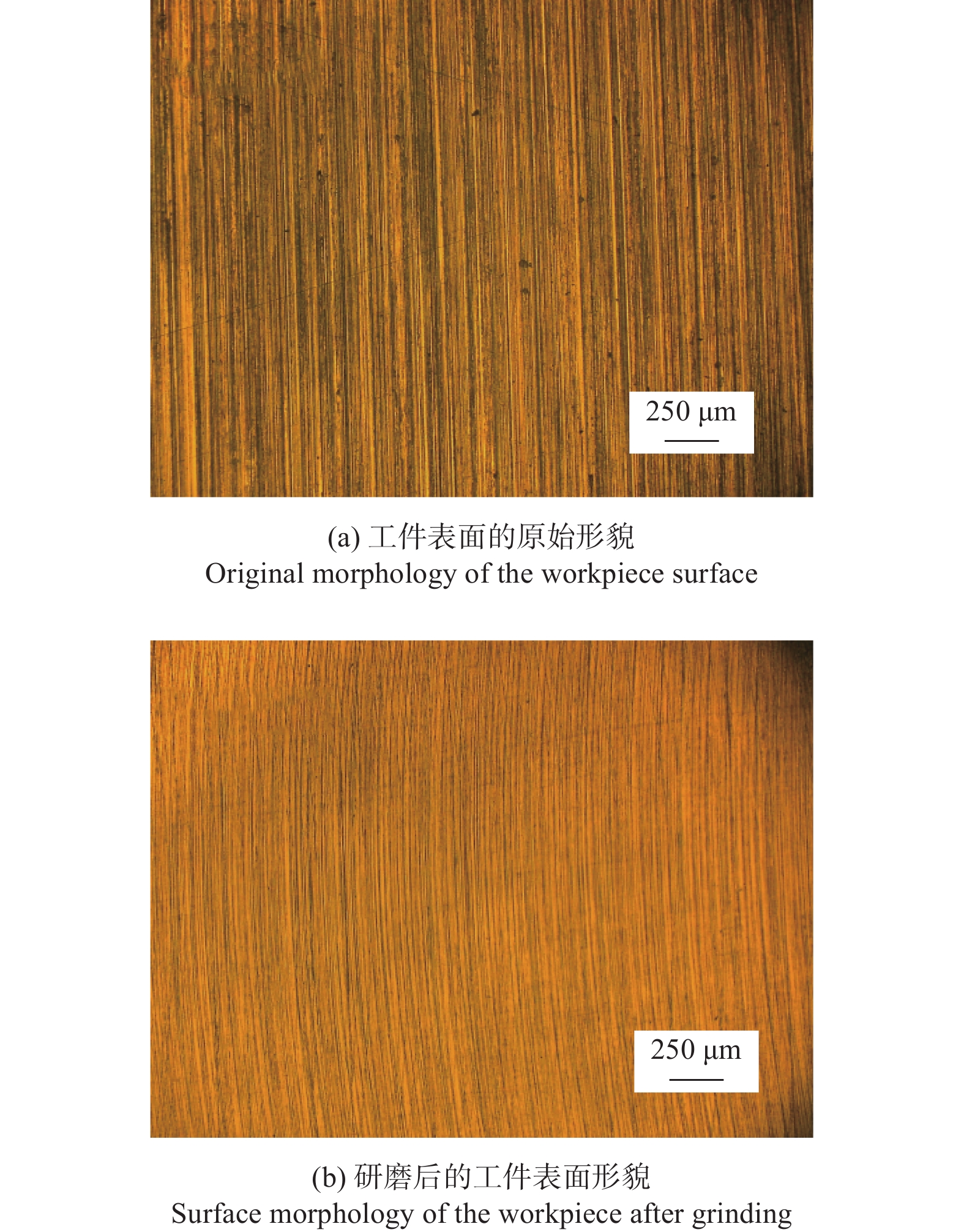
试验值与预测值0.038 μm相比,二者相对误差的绝对值为5.26%。采用混合粒径磨料的最佳参数组合进行光整加工,可有效去除工件表面的划痕,降低其表面粗糙度并提高其表面质量。
钢轨砂带磨削温度场建模与有限元仿真
王海鹏
,
李建勇
,
赵超越
,
刘月明
2025, 45(3): 385-395.
doi:
10.13394/j.cnki.jgszz.2024.0050
摘要
(
81
)
HTML
(
46
)
PDF 2709KB
(
6
)
施引文献
(
)
摘要:
使用砂带磨削钢轨表层材料可去除钢轨病害、延长钢轨服役寿命,但磨削过程中砂带与钢轨的接触区域内会产生高温,磨削后钢轨表面的热塑性变形使钢轨表层和内部分别产生残余拉应力和残余压应力,加快钢轨损伤,准确掌握钢轨磨削过程中磨削参数对磨削温度的影响规律,可进一步提高钢轨磨削质量并延长钢轨服役寿命。为此,基于弹性接触理论和内凹接触轮驱动的钢轨砂带磨削过程,建立钢轨表面接触压力分布区域模型;根据磨削热产生和传导原理构建钢轨砂带磨削表面温度分布模型,且采用仿真分析法,分析磨削温度在磨削功率、进给速度、砂带速度和钢轨磨削深度影响下的变化规律,并对钢轨亚表层的磨削温度分布进行研究,验证温度场模型的正确性。结果表明:磨削区最高温度与磨削功率和砂带速度呈正相关,与进给速度和钢轨磨削深度呈负相关,且进给速度对温度的影响最显著。
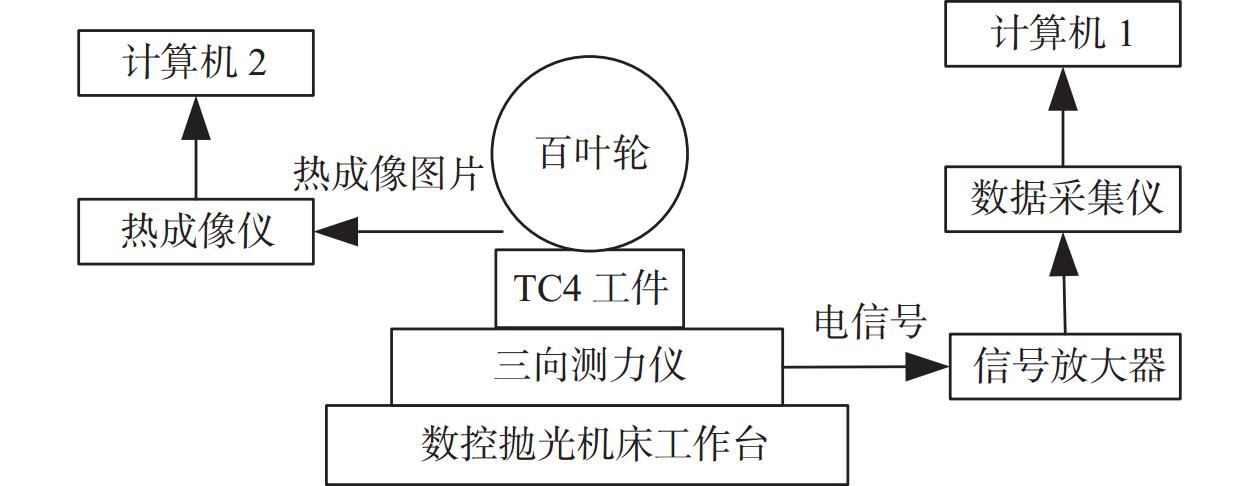
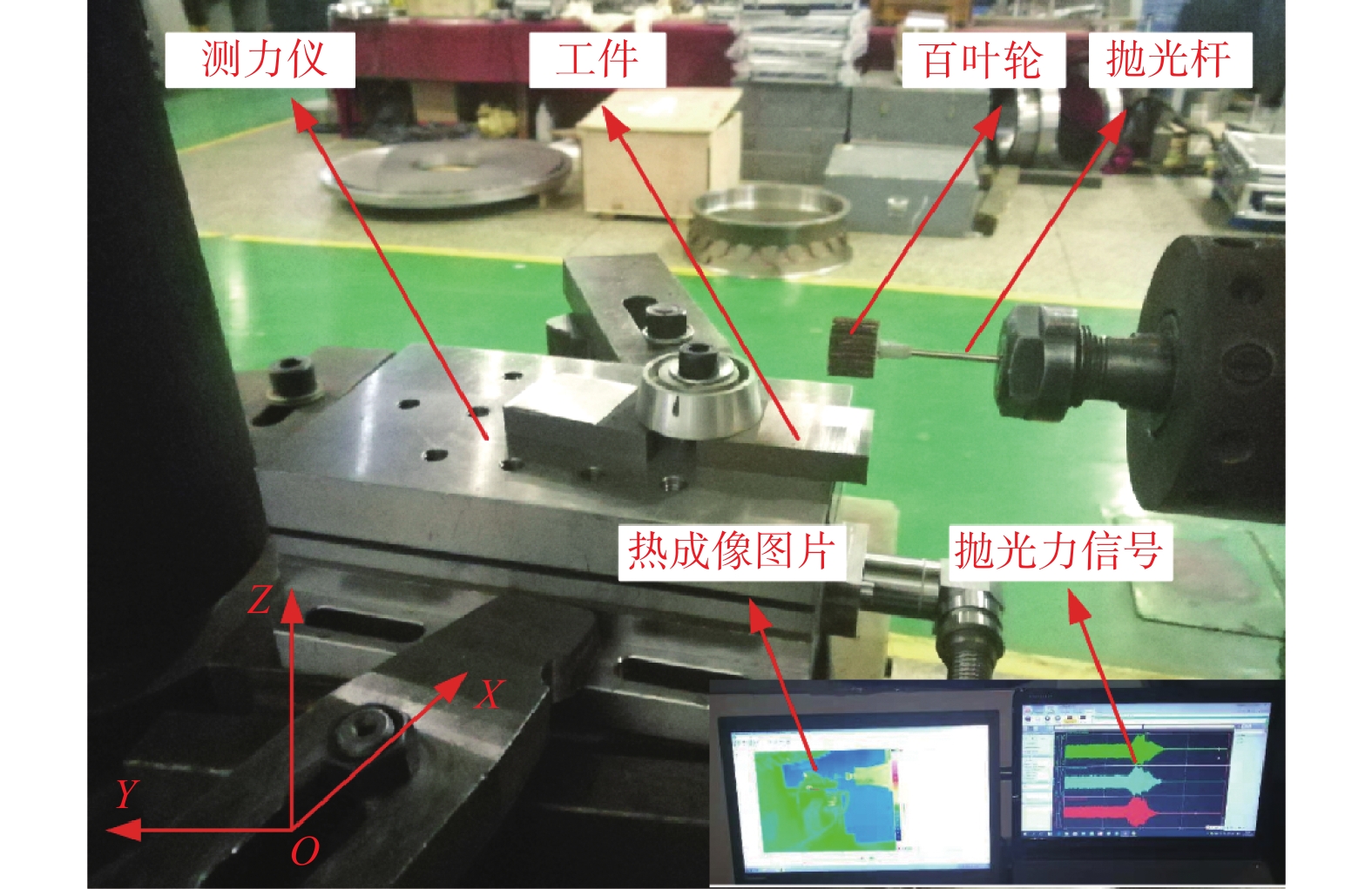
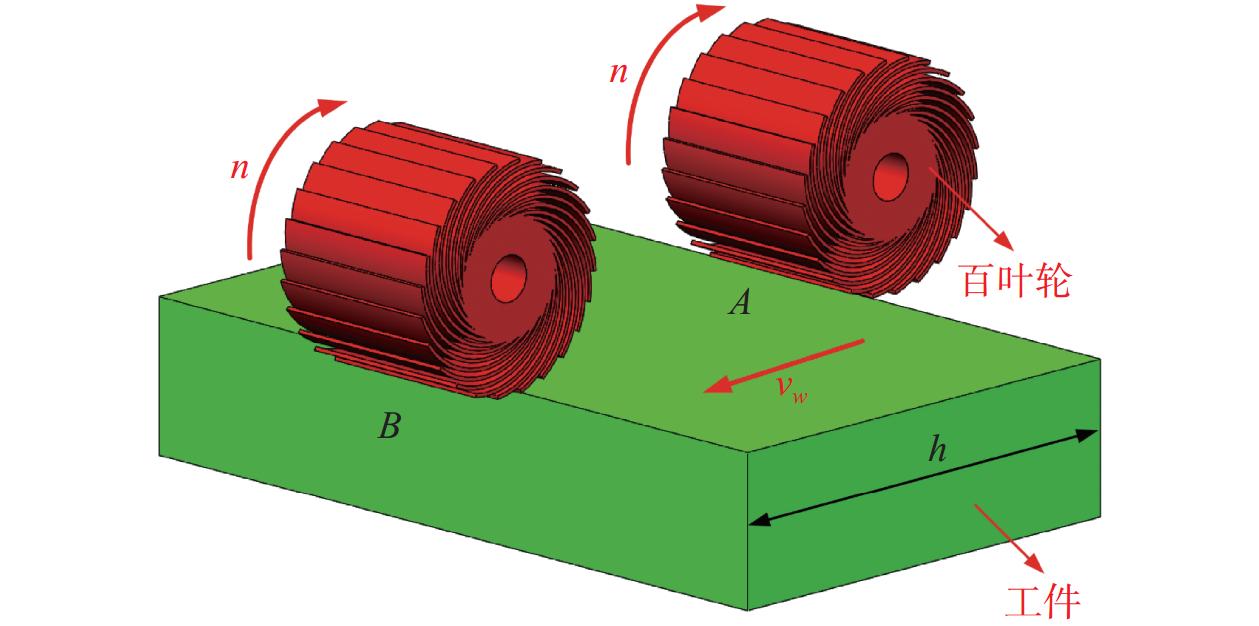
百叶轮抛光TC4温度仿真与试验
王丽博
,
鲜超
,
辛红敏
2025, 45(3): 396-407.
doi:
10.13394/j.cnki.jgszz.2024.0019
摘要
(
547
)
HTML
(
292
)
PDF 3369KB
(
3
)
施引文献
(
)
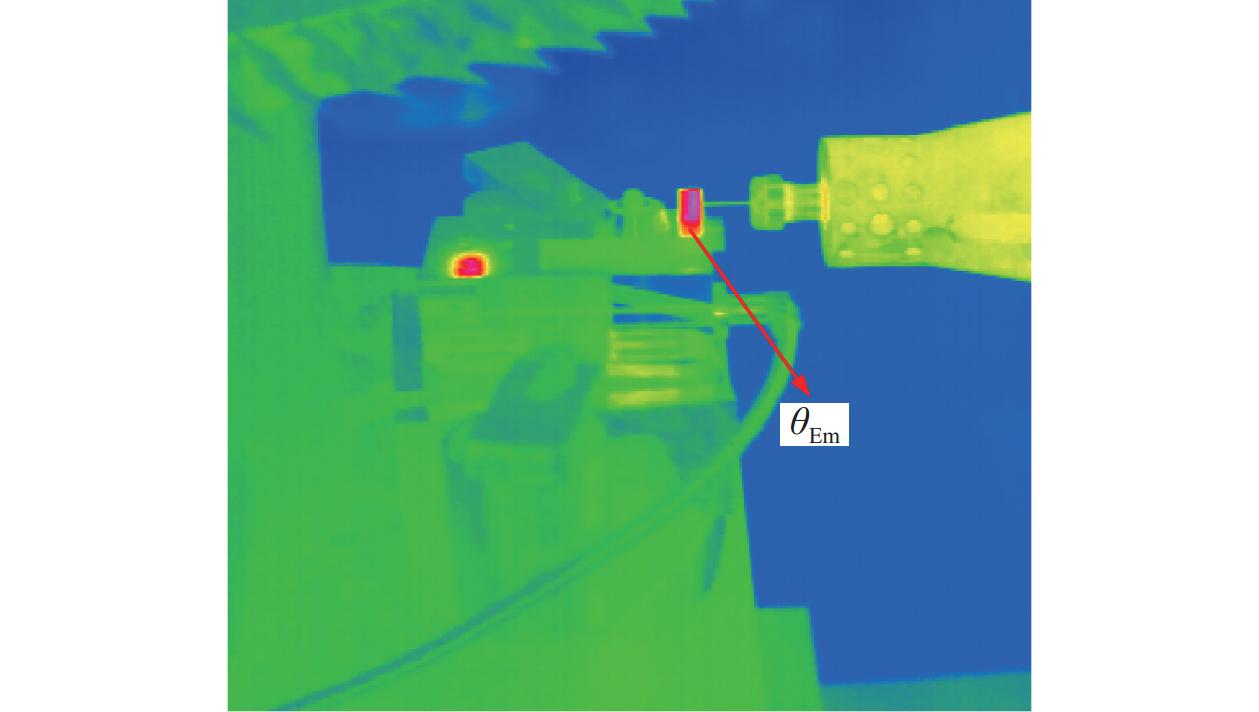
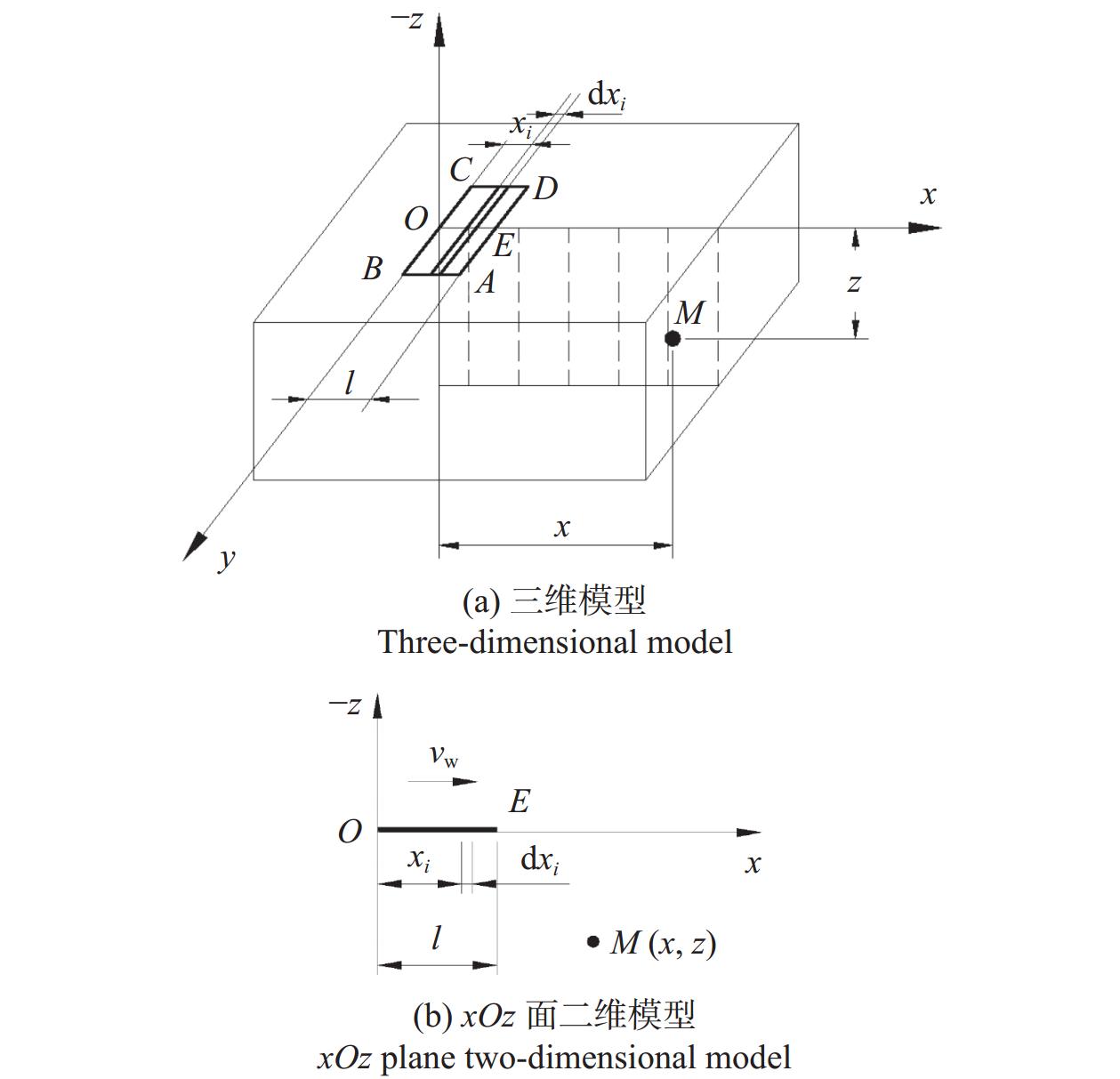
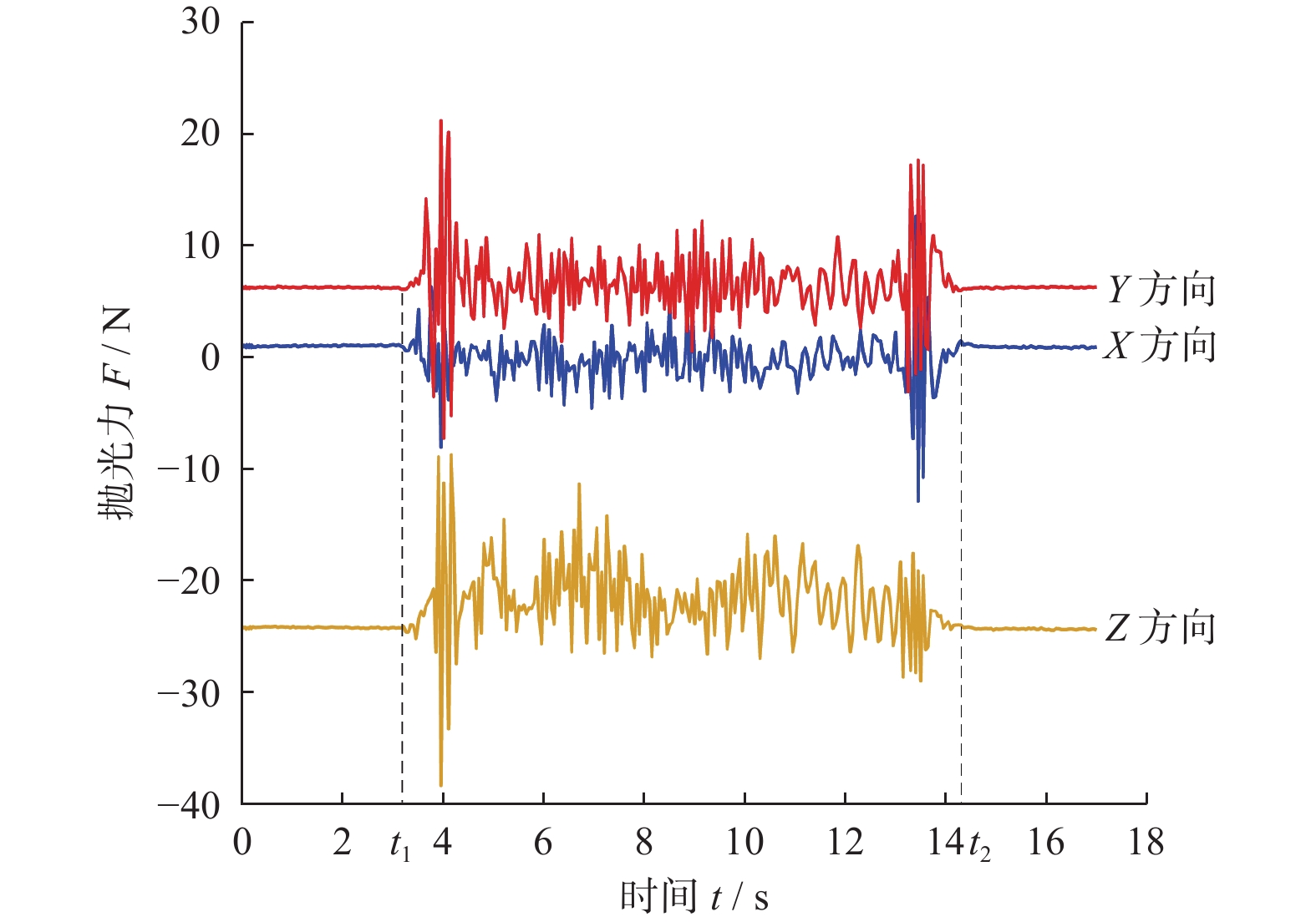
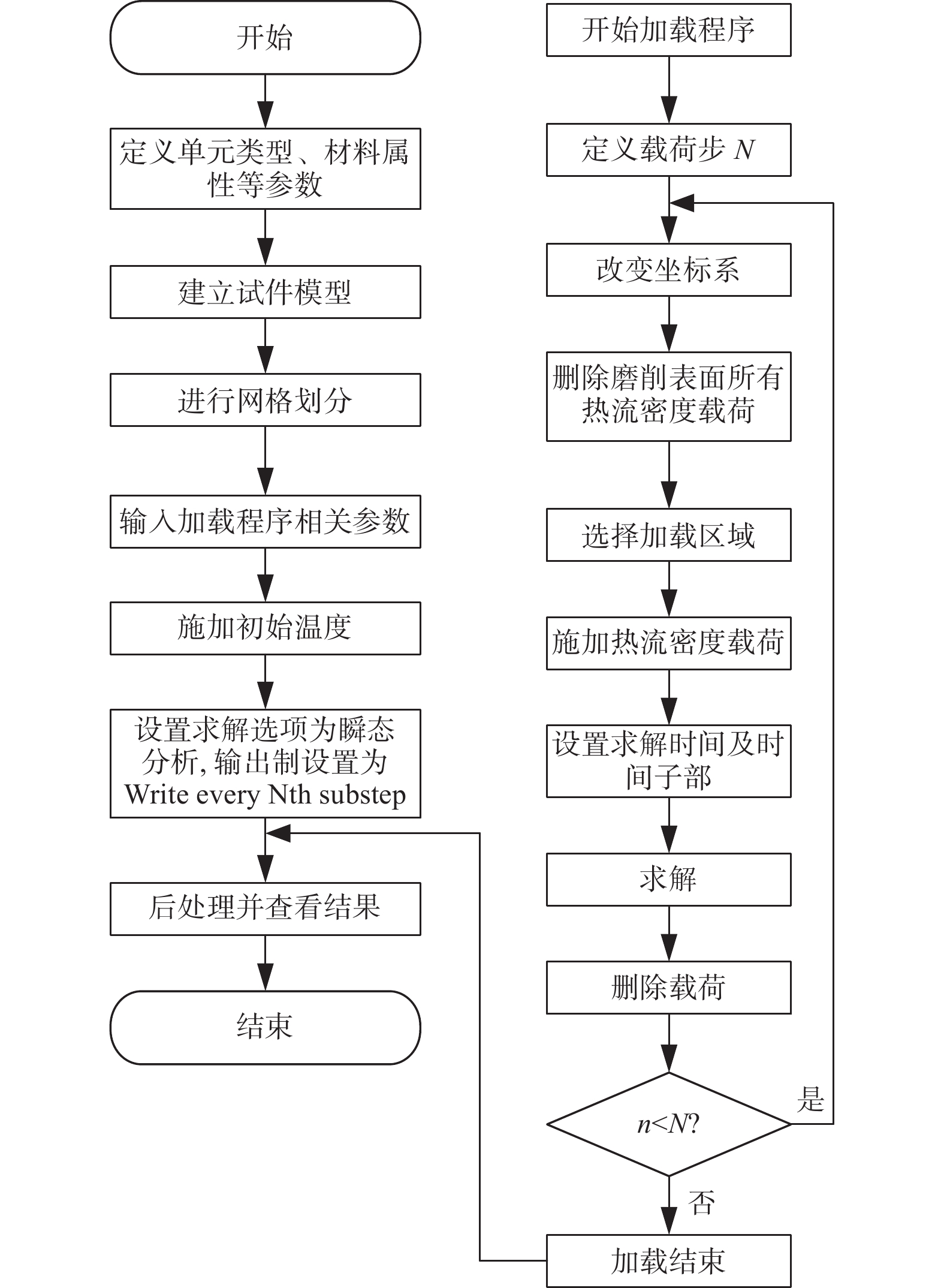
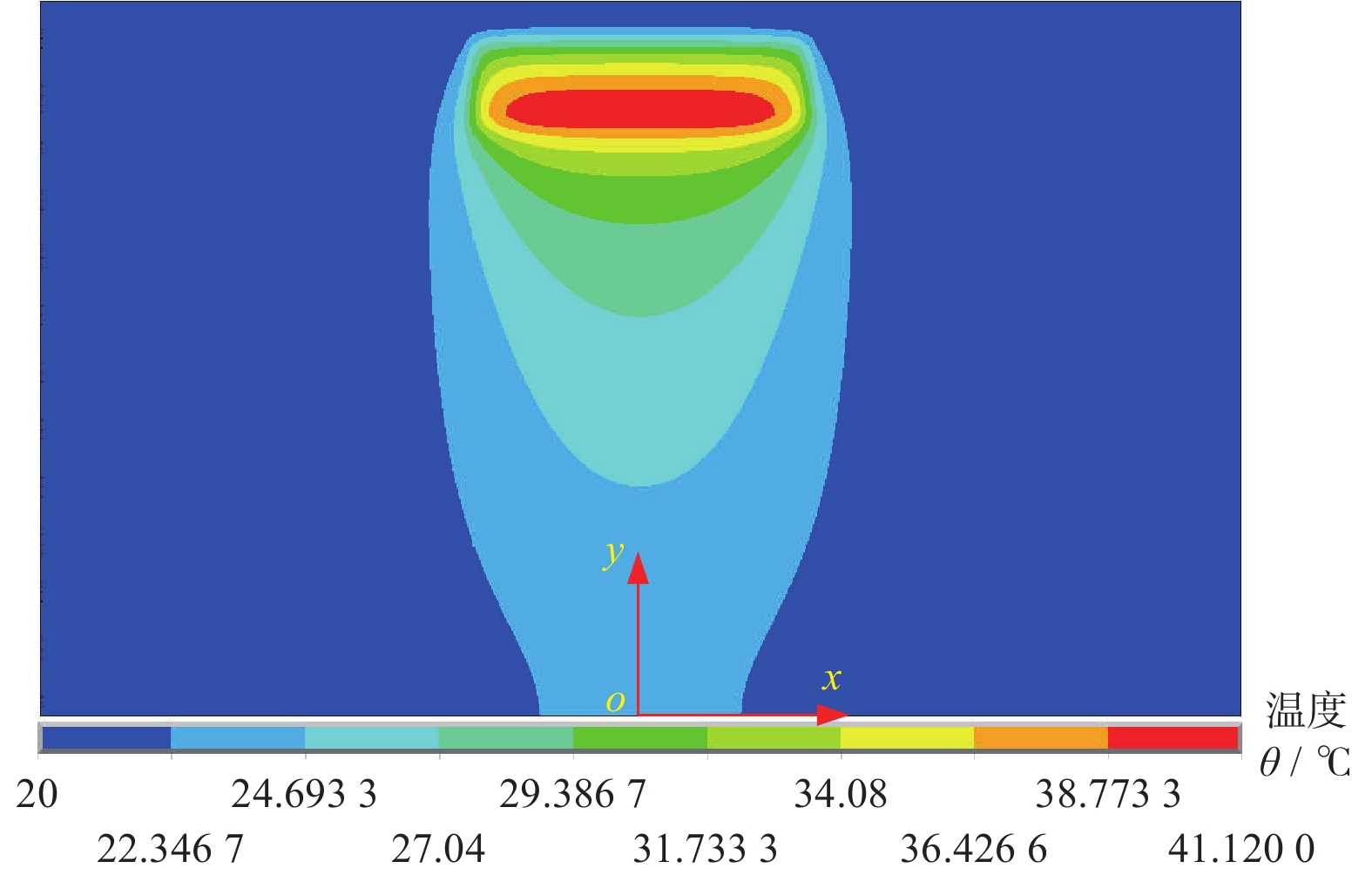
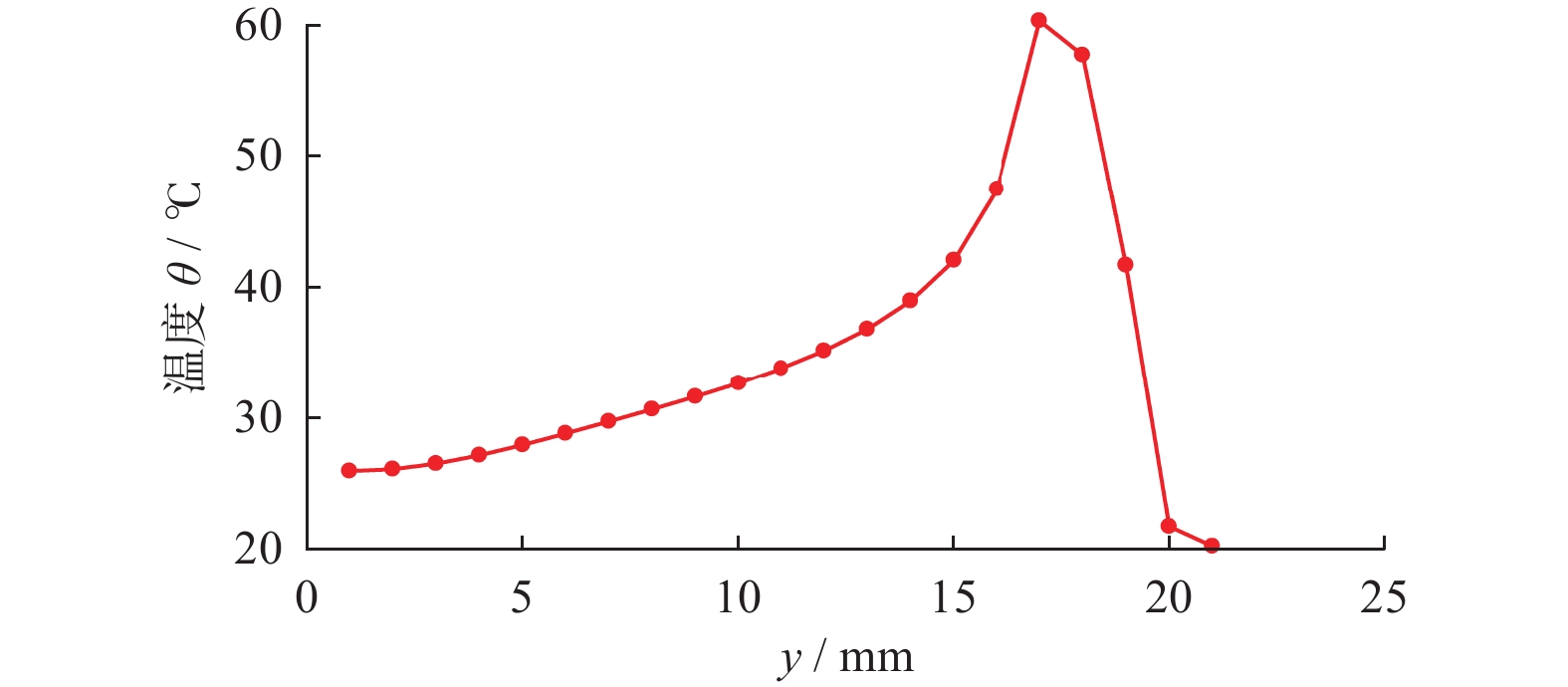
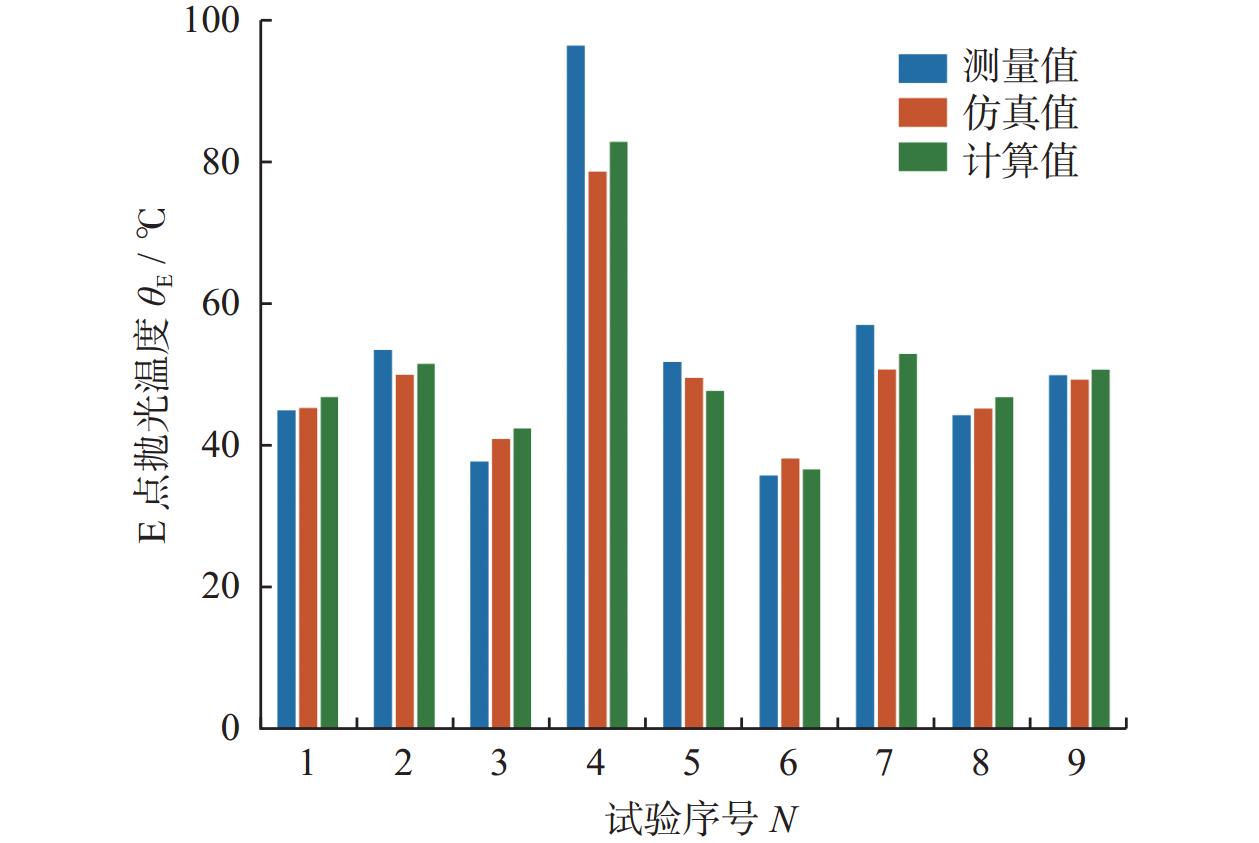
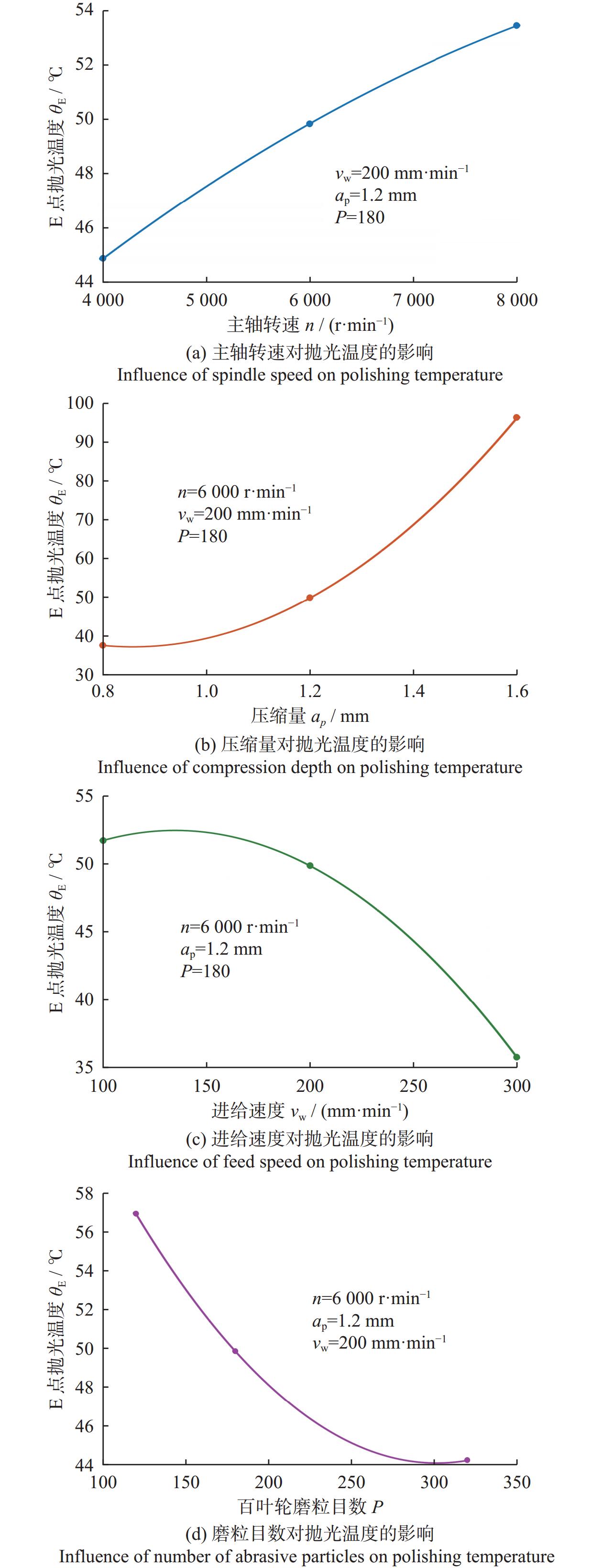
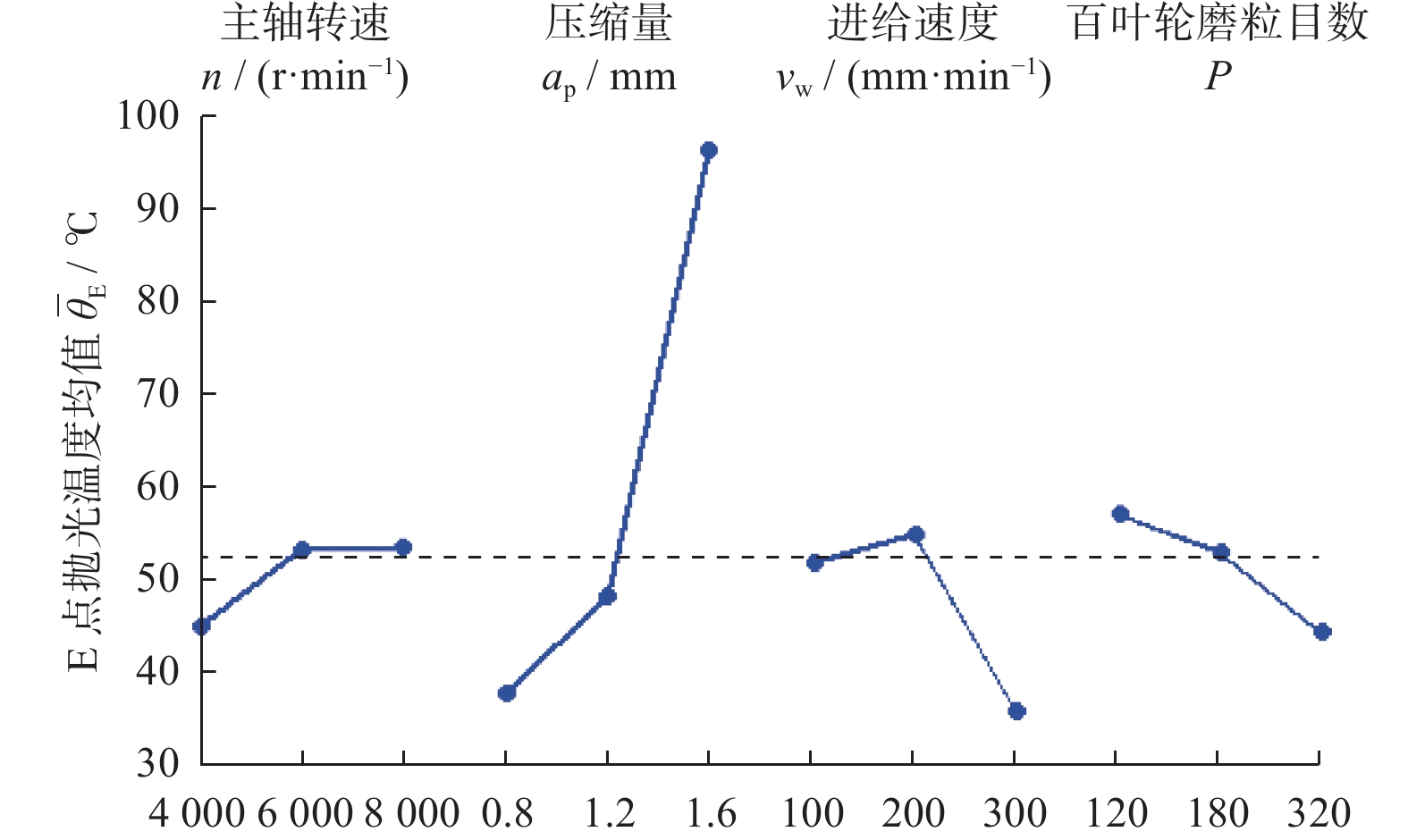
摘要:
抛光温度是影响零件表面性能的重要因素,尤其会对零件表面残余应力的形成产生关键影响。通过试验测量百叶轮抛光TC4试件的抛光温度,基于矩形移动热源模型建立抛光温度的理论计算模型,并通过ANSYS仿真抛光TC4的表面温度。结果表明:抛光温度随主轴转速、百叶轮压缩量的增大而升高,随进给速度、磨粒目数的增大而降低。柔性抛光温度要显著低于刚性抛光温度,4个工艺参数中百叶轮压缩量的主效应最大,对抛光温度的影响程度最大。抛光温度梯度以正在加工的接触区域向已加工区域逐渐递减,抛光热效应对未加工区域影响较小。通过对比抛光温度测量结果、计算结果和仿真结果,发现仿真值和测量值的偏差率均 < 22%,计算值和测量值的偏差率均 < 17%。
圆台磨粒随机分布的砂轮圆周表面形貌建模
陈小冬
,
王德祥
,
郭峰
,
栗心明
,
江京亮
2025, 45(3): 408-415.
doi:
10.13394/j.cnki.jgszz.2024.0086
摘要
(
74
)
HTML
(
50
)
PDF 3384KB
(
5
)
施引文献
(
)
摘要:
砂轮圆周表面形貌的准确建模是研究磨削加工机理的重要基础。将刚玉磨粒形状设定为有45°锥角的圆台形,推导在砂轮圆周表面随机分布的圆台磨粒的位置坐标,构建磨粒尺寸和磨粒凸起高度符合正态分布的圆台磨粒模型,并采用碰撞检测方法检测是否存在磨粒干涉现象,最终生成符合真实工况的砂轮圆周表面形貌模型。结果表明:理论计算的磨粒数与砂轮圆周表面形貌模型的磨粒数比较,其相对误差仅为7.66%;磨粒尺寸分布和磨粒凸起高度分布与建模时设定的正态分布曲线有很好的一致性;磨粒位置呈无规则的随机分布,且砂轮圆周表面形成了无规则的块状和带状间隙区域,证明提出的建模方法可有效生成与真实砂轮具有较高相似度的圆周表面形貌。
基于改进Mask R-CNN的金刚石磨盘表面形态分割与评价
索文隆
,
林燕芬
,
方从富
2025, 45(3): 416-426.
doi:
10.13394/j.cnki.jgszz.2024.0080
摘要
(
617
)
HTML
(
344
)
PDF 3712KB
(
0
)
施引文献
(
)
摘要:
金刚石磨盘广泛应用于各类硬脆材料的磨削加工中,磨盘表面形态对加工工件质量与磨盘磨削性能有着直接的影响。为对磨盘表面形态进行检测,提出基于改进Mask R-CNN模型的分割方法对磨盘表面图像中的磨粒、气孔进行识别与分割,并对模型进行训练与验证。结果表明:使用该方法能够实现磨盘表面图像中磨粒、气孔的识别与分割,平均准确率为78.2%。为验证该方法分割的磨粒、气孔与实际结果的差异,提出目标数量识别准确率、目标分割面积准确率、目标位置误差3个参数来评价分割效果,结果表明:磨粒、气孔的数量识别准确率分别为82.1%与93.4%,分割面积准确率分别为89.9%与95.3%,位置误差分别为3.80%与2.80%,证明该方法有效。
新闻公告
更多>
矢志创新发展 建设科技强国
中国科协等21部门联合组织开展2024年全国科普日活动
关于公开竞聘2024—2025年度期刊副主编的通知
2024年高性能工具国重实验室公众开放日
会议通知
更多>
行业活动 | 2024金刚石产业大会
11月7日—11日
郑州
学术会议 | 中国刀协切削先进技术研究分会2024年华东区学术年会
11月15日—17日
黄山
学术会议 | 第十八届中日超精密加工国际会议
11月7日—9日
无锡
学术会议 | 磨粒技术专业领域研讨会
11月1日—3日
上海
友情链接
更多>
×
Close
导出文件
文件类别
RIS(可直接使用Endnote编辑器进行编辑)
Bib(可直接使用Latex编辑器进行编辑)
Txt
引用内容
引文——仅导出文章的Citation信息
引文和摘要——导出文章的Citation信息和文章摘要信息
×
Close
引用参考文献格式


 摘要
摘要 HTML
HTML PDF 3020KB
PDF 3020KB 施引文献
施引文献


































































































































 11月7日—11日
11月7日—11日 郑州
郑州





 邮件订阅
邮件订阅 RSS
RSS