Abstract:
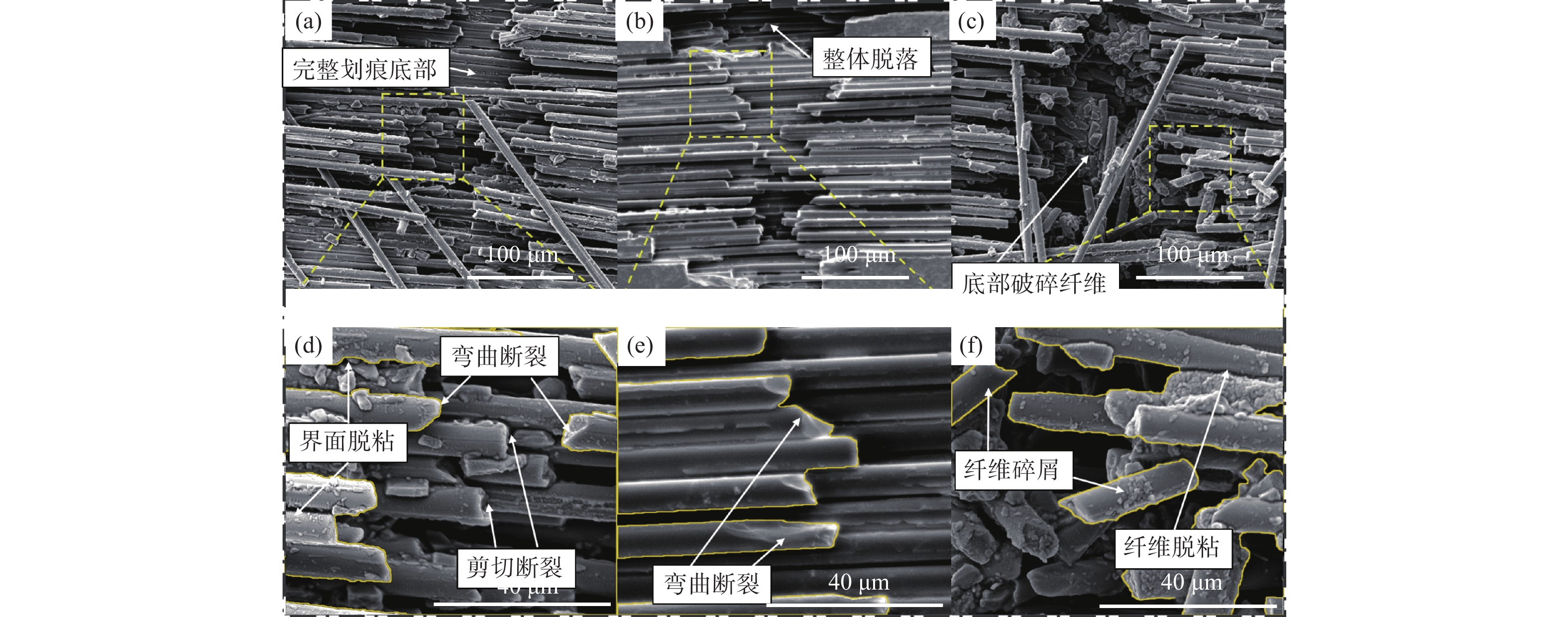
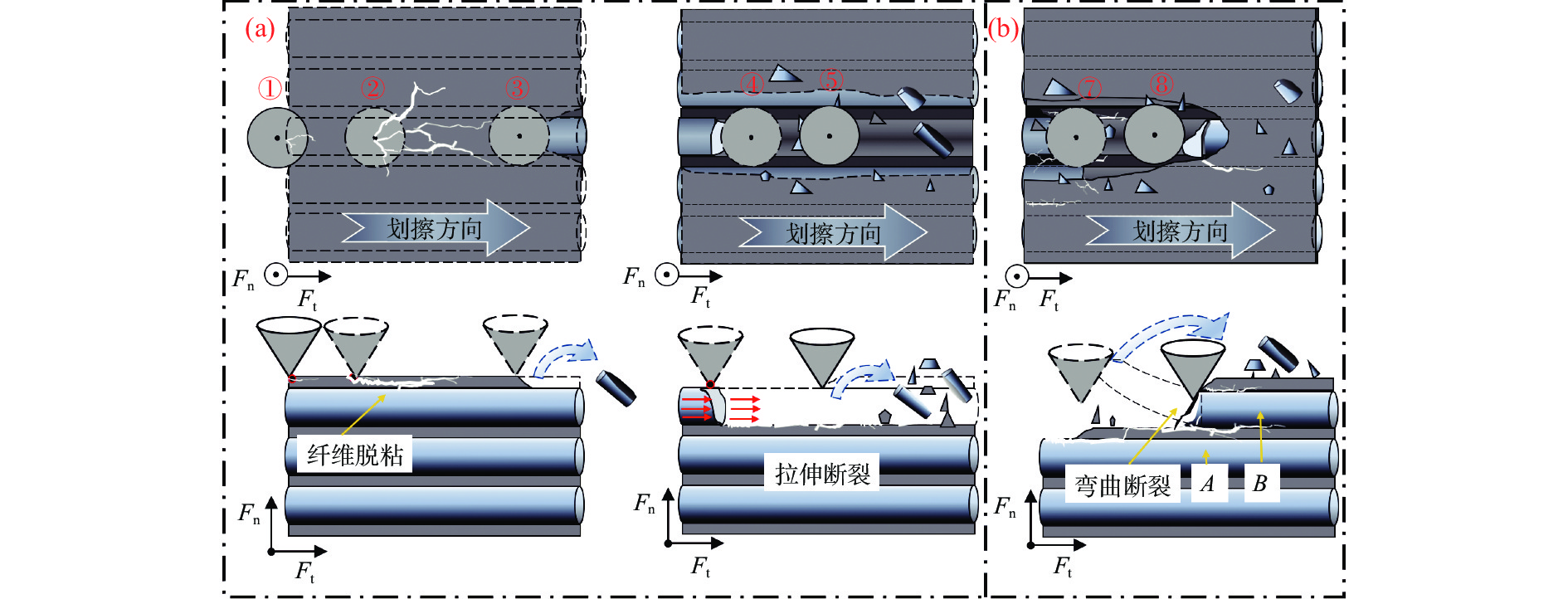
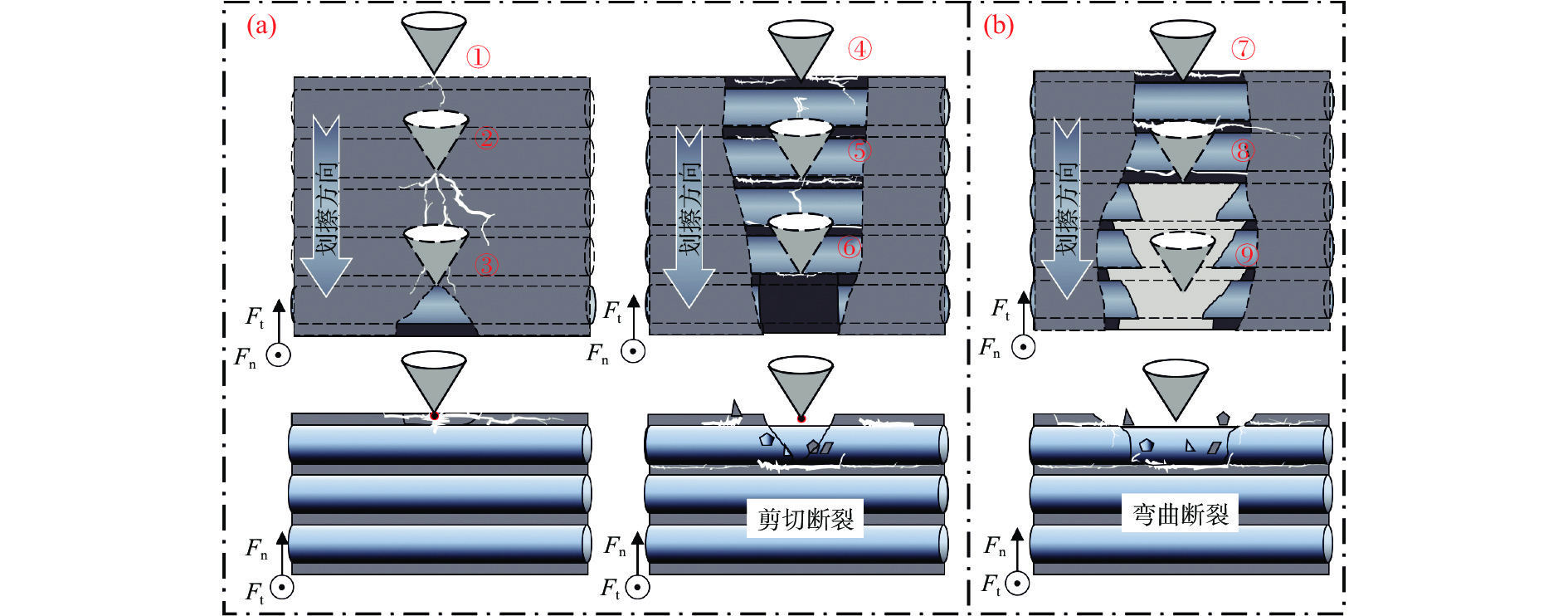
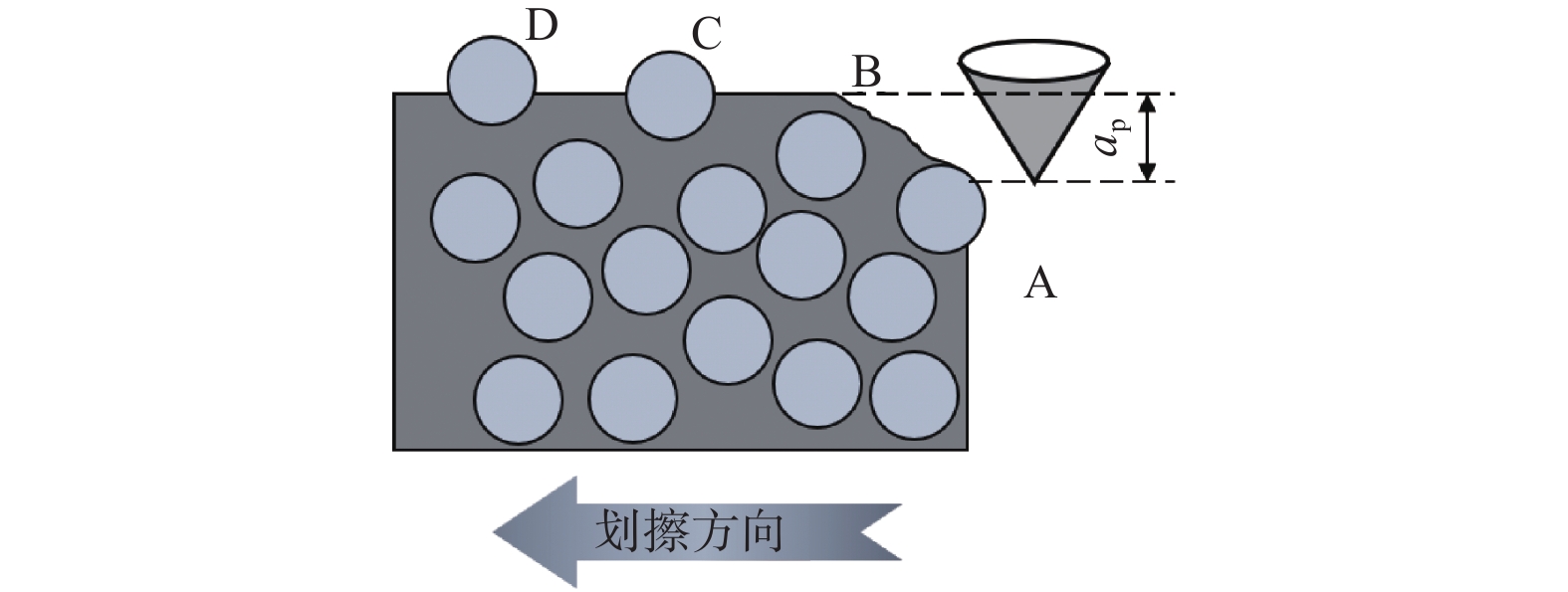
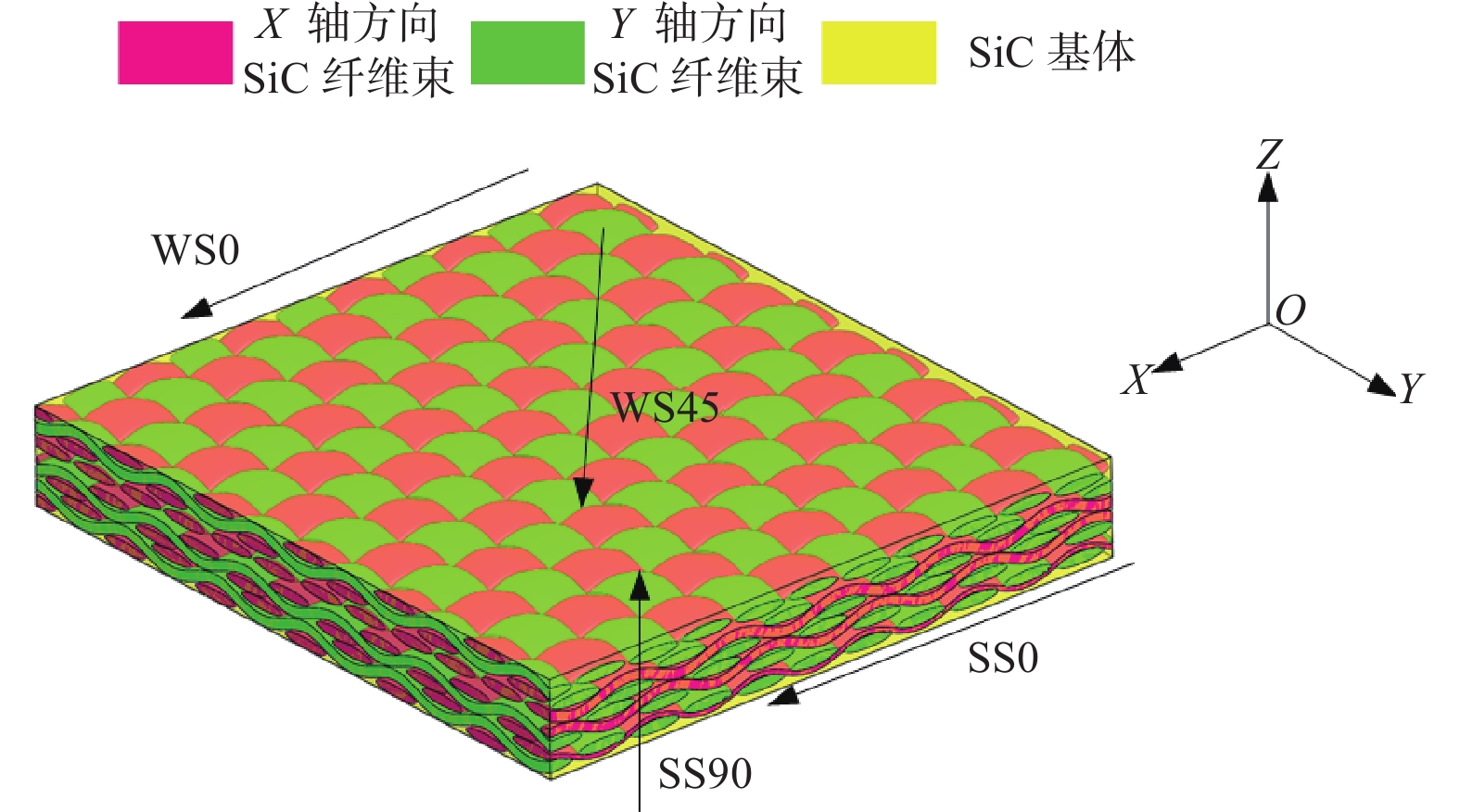
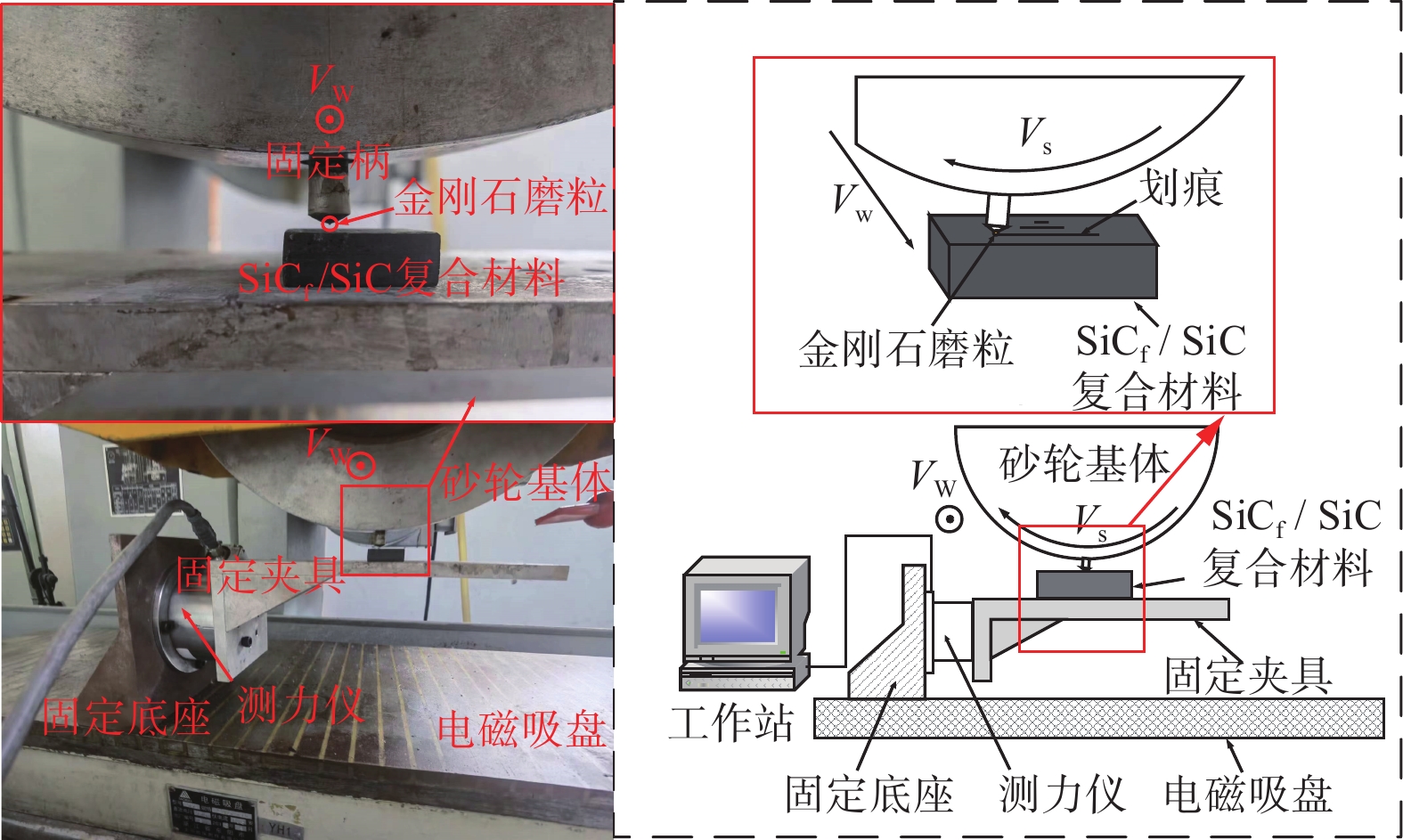
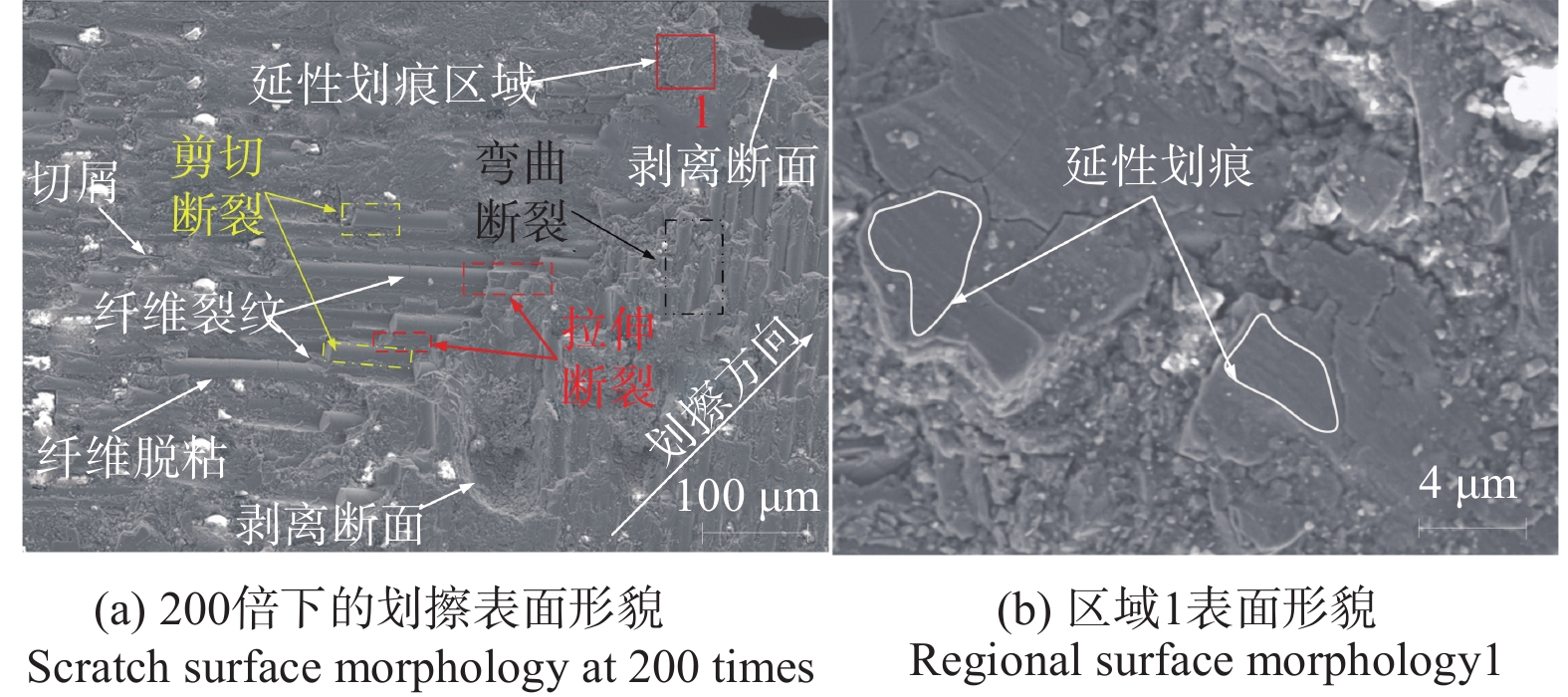
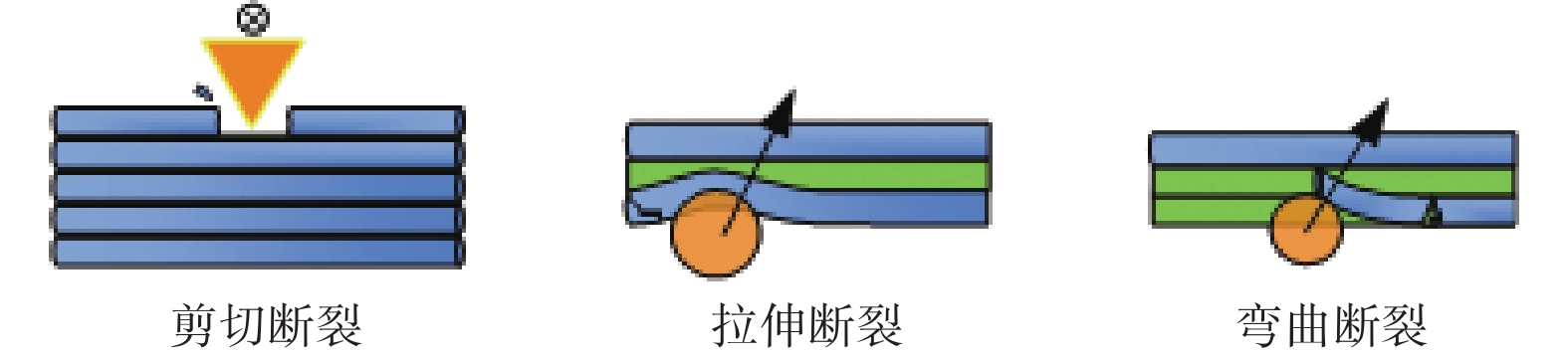
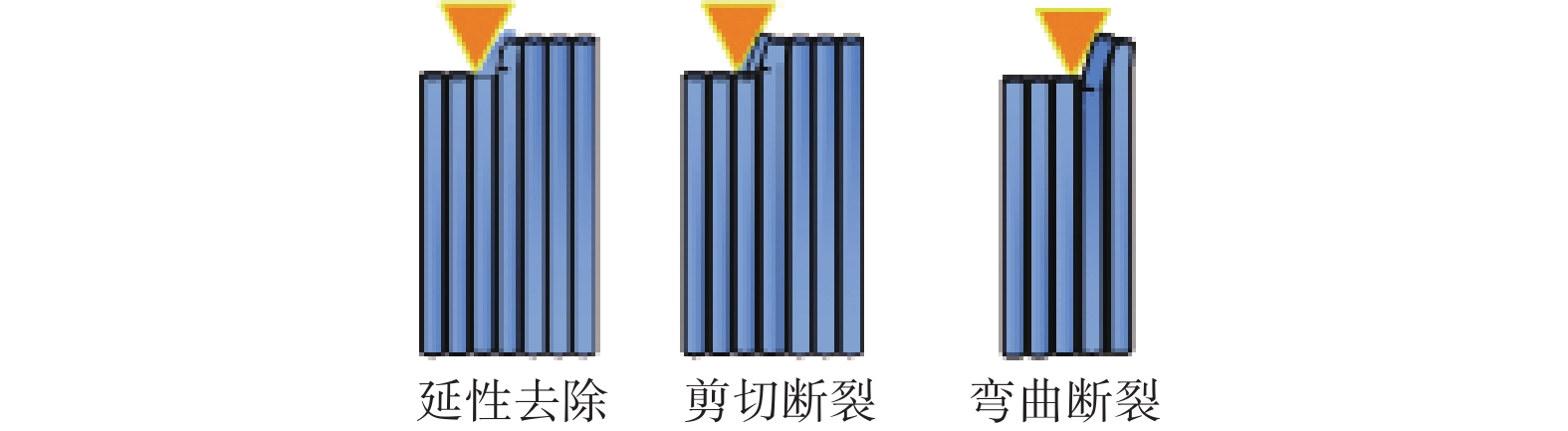
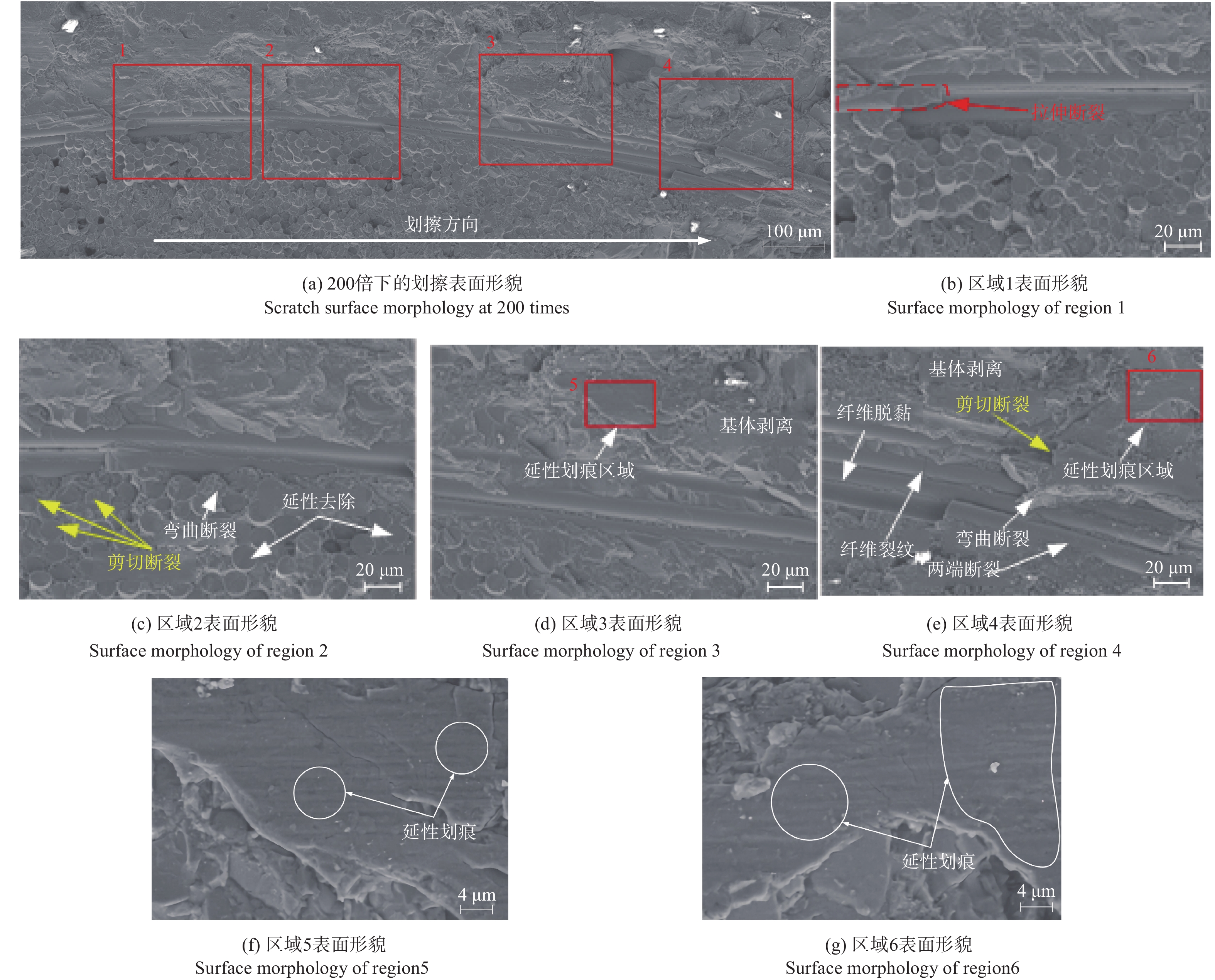
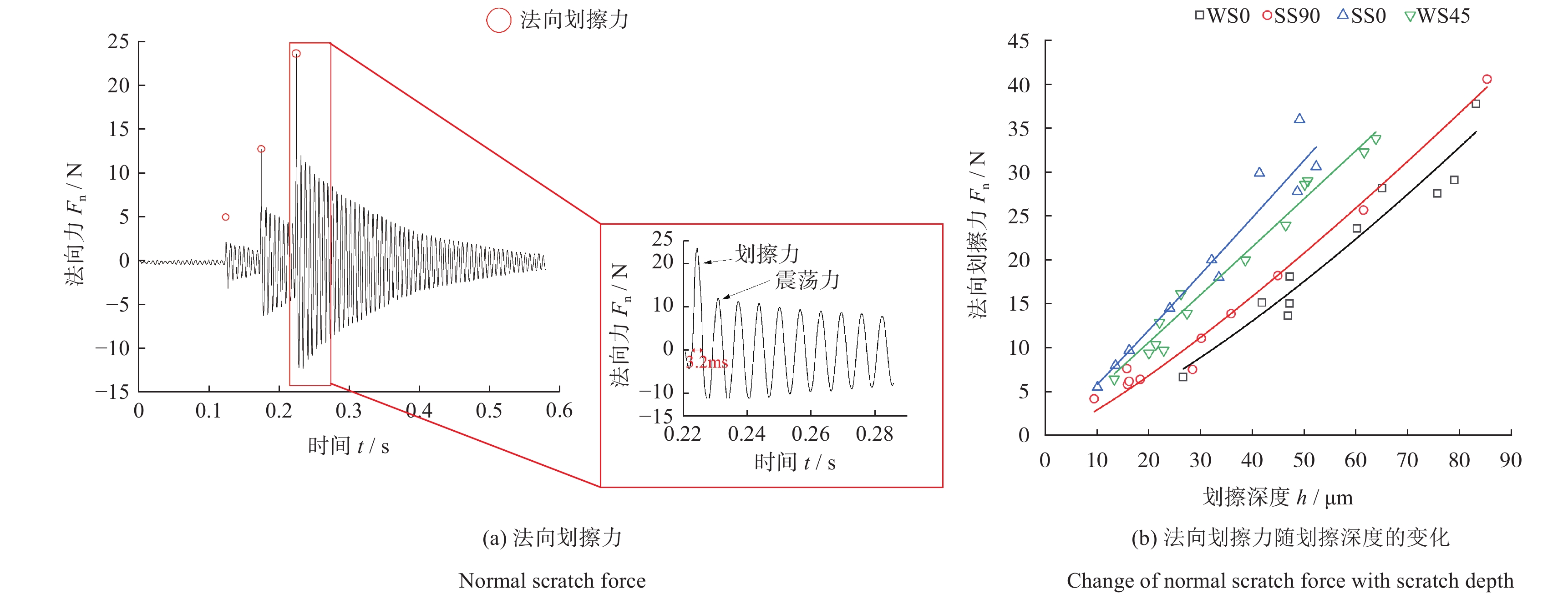
To reveal the grinding removal mechanism of 2D SiCf/SiC composites, according to the weaving structure characteristics of 2D SiCf/SiC composites, scratching experiments were conducted on the woven surface (WS) and stacking surface (SS) of 2D SiCf/SiC along 0°, 45°, and 90° directions. The experiments measured the scratching force and scratching depth and observed the scratching surface morphology. The results show that the removal modes for the SiCf/SiC material on WS0 (0° direction of fiber woven surface) are mainly shear, tensile, and bending fracture of longitudinal fibers (ie. the fiber axis is consistent with the feed rate direction), and shear, bending, and tensile fracture of transverse fibers (ie. the fiber axis is perpendicular to the feed rate direction). On WS45 (45° direction of fiber woven surface), the main removal modes are shear, bending, and tensile fracture. On SS0 (0° direction of fiber stacking surface), the main removal modes are extrusion and bending fractures of normal fibers (ie. the fiber axis is perpendicular to the scratching surface), as well as shear, tensile, and bending fractures of longitudinal fibers. On SS90 (90° direction of fiber stacking surface), the main removal modes are ductile removal, shear and bending fractur of normal fibers, and shear, bending, and tensile fracture of transverse fibers. Due to the anisotropy of SiC fibers, different directions and fracture modes exhibit varying mechanical properties. Shear fracture requires the least force, while tensile fracture requires the most force. At the same scratch depth, due to the different fracture modes in the WS0, WS45, SS0, and SS90 directions and varying proportions of shear, bending, and tensile fractures, the order of scratch forces is FSS0 > FWS45 > FSS90 > FWS0. When abrasive particles penetrate the composite material, the SiC matrix is peeled off and removed along with crack expansion and mutual penetration. Part of the matrix is removed by compression and then re-scratched by abrasive particles to form ductile scratches. When cutting 2D SiCf/SiC composite materials, it is advisable to choose the WS0 direction and avoid the SS0 direction as much as possible.

 Abstract
Abstract HTML
HTML PDF 3465KB
PDF 3465KB Cited By
Cited By

















 Email Alerts
Email Alerts RSS
RSS