CN 41-1243/TG
ISSN 1006-852X
| Citation: | YE Hui, XIE Jiafu, NI Anjie. Grinding damage characteristics of silicon carbide ceramics[J]. Diamond & Abrasives Engineering, 2025, 45(2): 176-188. doi: 10.13394/j.cnki.jgszz.2024.0030

|

| [1] |
DZURAK A. Quantum computing: Diamond and silicon converge [J]. Nature,2011,479(7371):47-48. doi: 10.1038/479047a
|
| [2] |
SHORE P, CUNNINGHAM C, DEBRA D, et al. Precision engineering for astronomy and gravity science [J]. CIRP Annals,2010,59(2):694-716. doi: 10.1016/j.cirp.2010.05.003
|
| [3] |
于思远. 工程陶瓷材料的加工技术及其应用 [M]. 北京: 机械工业出版社, 2008.
YU Siyuan. Processing technology and application of engineering ceramic materials [M]. Beijing: China Machine Press, 2008.
|
| [4] |
GOPAL A V, RAO P V. Selection of optimum conditions for maximum material removal rate with surface finish and damage as constraints in SiC grinding [J]. International Journal of Machine Tools and Manufacture,2003,43(13):1327-1336. doi: 10.1016/S0890-6955(03)00165-2
|
| [5] |
王长昌. 硬脆材料小直径内圆磨削特性的研究[D]. 天津: 天津大学, 2005.
WANG Changchang. Study on the small diameter internal grinding characteristics of hard and brittle materials [D]. Tianjin: Tianjin University, 2005.
|
| [6] |
HUANG H, LIU Y C. Experimental investigations of machining characteristics and removal mechanisms of advanced ceramics in high speed deep grinding [J]. International Journal of Machine Tools and Manufacture,2003,43(8):811-823. doi: 10.1016/S0890-6955(03)00050-6
|
| [7] |
AGARWAL S, RAO P V. Experimental investigation of surface/subsurface damage formation and material removal mechanisms in SiC grinding [J]. International Journal of Machine Tools and Manufacture,2008,48(6):698-710. doi: 10.1016/j.ijmachtools.2007.10.013
|
| [8] |
戴剑博, 苏宏华, 傅玉灿, 等. 磨削速度对碳化硅陶瓷磨削损伤影响机制研究 [J]. 机械工程学报,2022,58(21):316-330. doi: 10.3901/JME.2022.21.316
DAI Jianbo, SU Honghua, FU Yucan, et al. Effect of grinding speed on machining damage of silicon carbide ceramics [J]. Journal of Mechanical Engineering,2022,58(21):316-330. doi: 10.3901/JME.2022.21.316
|
| [9] |
于腾飞, 苏宏华, 戴剑博, 等. 单颗磨粒磨削碳化硅陶瓷力与比能研究 [J]. 南京航空航天大学学报,2018,50(1):120-125. doi: 10.16356/j.1005-2615.2018.01.017
YU Tengfei, SU Honghua, DAI Jianbo, et al. Study on the force and specific energy of single abrasive grinding silicon carbide ceramics [J]. Journal of Nanjing University of Aeronautics & Astronautics,2018,50(1):120-125. doi: 10.16356/j.1005-2615.2018.01.017
|
| [10] |
MAO C, LIANG C, ZHANG Y C, et al. Grinding characteristics of cBN-WC-10Co composites [J]. Ceramics International,2017,43(18):16539-16547. doi: 10.1016/j.ceramint.2017.09.040
|
| [11] |
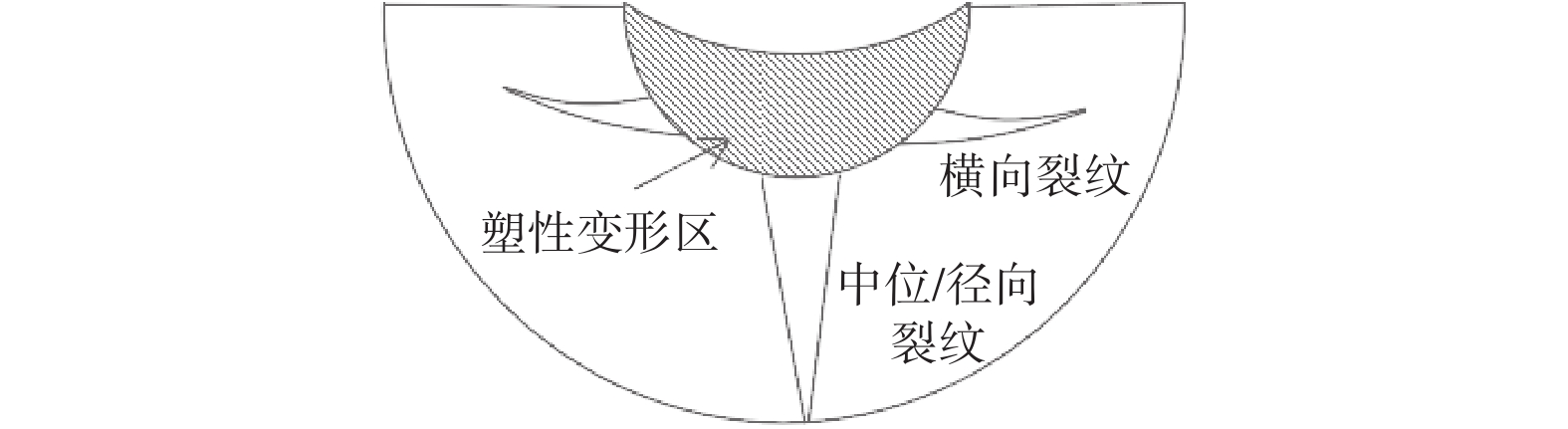
LAWN B R, EVANS A G, MARSHALL D B. Elastic/plastic indentation damage in ceramics: The median/radial crack system [J]. Journal of the American Ceramic Society,1980,63(9/10):574-581. doi: 10.1111/j.1151-2916.1980.tb10768.x
|
| [12] |
温家宙. 单向Cf/SiC复合材料磨削性能试验研究[D]. 上海: 东华大学, 2023.
WEN Jiazhou. Experimental study on grinding performance of unidirectional Cf/SiC composite materials [D]. Shanghai: Donghua University, 2023
|
| [13] |
戴剑博. 基于断裂力学的多晶碳化硅陶瓷磨削损伤机理及其影响机制研究 [D]. 南京: 南京航空航天大学, 2019.
DAI Jianbo. Study on grinding damage mechanism and its influencing mechanism of polycrystalline silicon carbide ceramics based on fracture mechanics [D]. Nanjing: Nanjing University of Aeronautics and Astronautics, 2019.
|
| [14] |
苏蕴华. 熔融石英玻璃单颗粒磨削理论研究与实验验证 [D]. 天津: 天津大学, 2017.
SU Yunhua. Theoretical study and experimental verification of single particle grinding of fused silica glass [D]. Tianjin: Tianjin University, 2017.
|
| [15] |
LI S Y, WANG Z, WU Y L. Relationship between subsurface damage and surface roughness of ground optical materials [J]. Journal of Central South University of Technology,2007,14(4):546-551. doi: 10.1007/s11771-007-0105-1
|
| [16] |
SOLHTALAB A, ADIBI H, ESMAEILZARE A, et al. Cup wheel grinding-induced subsurface damage in optical glass BK7: An experimental, theoretical and numerical investigation [J]. Precision Engineering,2019,57:162-175. doi: 10.1016/j.precisioneng.2019.04.003
|
| [17] |
阎秋生, 庄司克雄, 田中宪司. 金属结合层包覆单列磨粒小直径CBN砂轮端面磨削过程研究 [J]. 机械工程学报,2005,41(8):208-212. doi: 10.3321/j.issn:0577-6686.2005.08.037
YAN Qiusheng, SYOJI K, TANAKA K. Studies on face grinding process of metal layer bond wrapped monorail grit cup CBN quill [J]. Chinese Journal of Mechanical Engineering,2005,41(8):208-212. doi: 10.3321/j.issn:0577-6686.2005.08.037
|
| [18] |
肖玉斌, 梁志强, 袁剑平, 等. 合金淬硬钢20Cr2Ni4A小直径CBN砂轮磨削研究 [J]. 组合机床与自动化加工技术,2023(2):134-137,142. doi: 10.13462/j.cnki.mmtamt.2023.02.031
XIAO Yubin, LIANG Zhiqiang, YUAN Jianping, et al. Research on grinding alloy carburized steel 20Cr2Ni4A with small diameter CBN grinding wheel [J]. Modular Machine Tool & Automatic Manufacturing Technique,2023(2):134-137,142. doi: 10.13462/j.cnki.mmtamt.2023.02.031
|
| [19] |
李金旸, 严仁军. 基于Voronoi方法的二维混凝土细观骨料建模方法研究 [J]. 武汉理工大学学报(交通科学与工程版),2023,47(4):705-709. doi: 10.3963/j.issn.2095-3844.2023.04.023
LI Jinyang, YAN Renjun. Research on two-dimensional concrete meso-aggregate modeling method based on Voronoi method [J]. Journal of Wuhan University of Technology (Transportation Science & Engineering),2023,47(4):705-709. doi: 10.3963/j.issn.2095-3844.2023.04.023
|
| [20] |
陈志颖. 基于内聚力模型的钢-铝接头结合界面强度研究 [D]. 大连: 大连理工大学, 2020.
CHEN Zhiying. Study on interface strength of steel-aluminum joint based on cohesion model [D]. Dalian: Dalian University of Technology, 2020.
|
Figures(14) / Tables(3)
Supported by:
Beijing Renhe Information Technology Co., Ltd.



 Email Alerts
Email Alerts RSS
RSS DownLoad:
DownLoad: