Abstract:
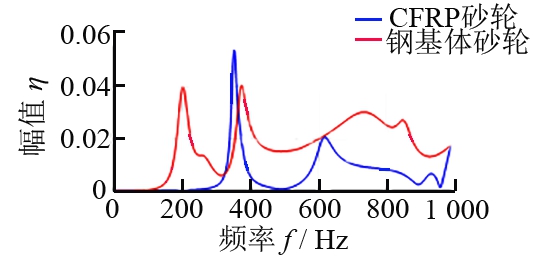
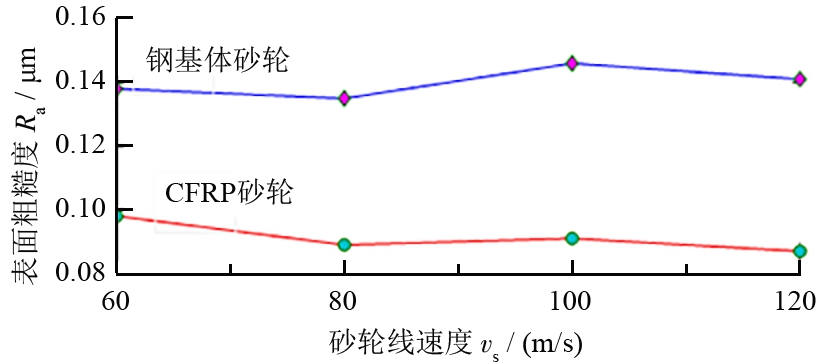
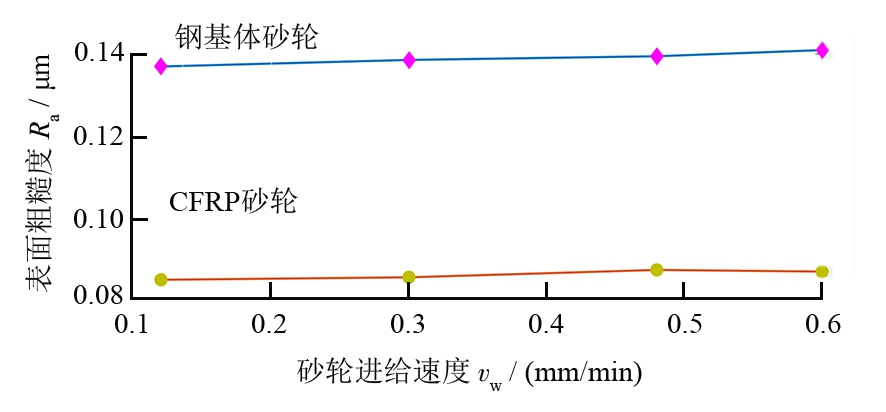
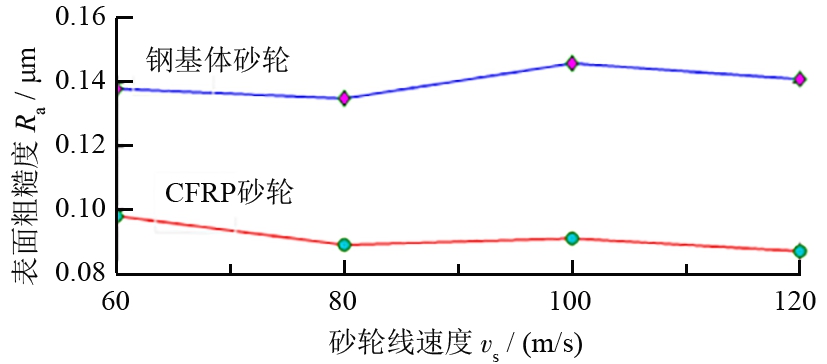
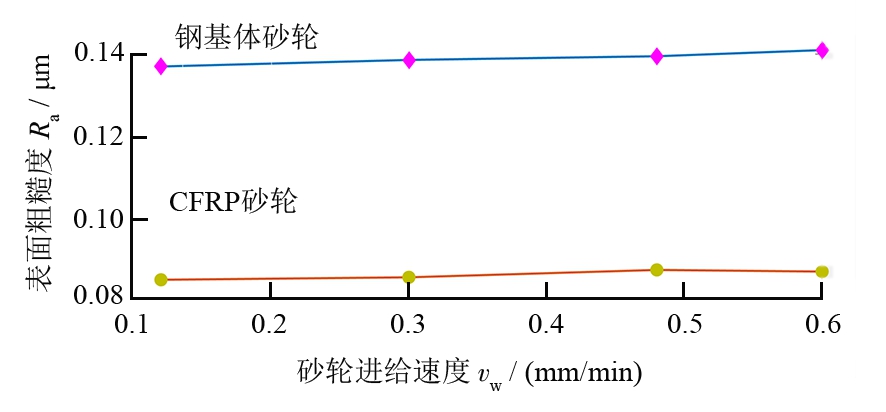
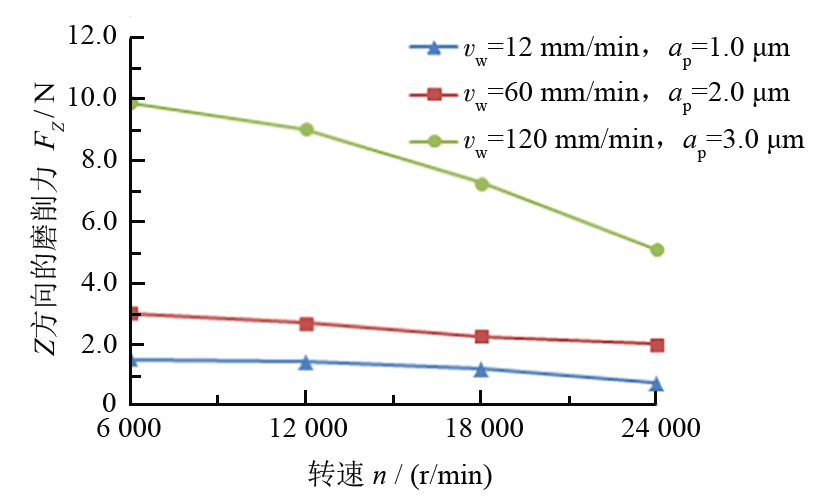
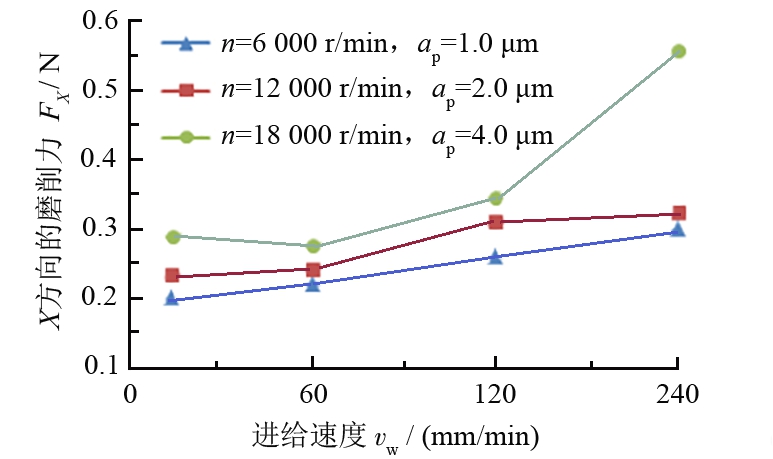
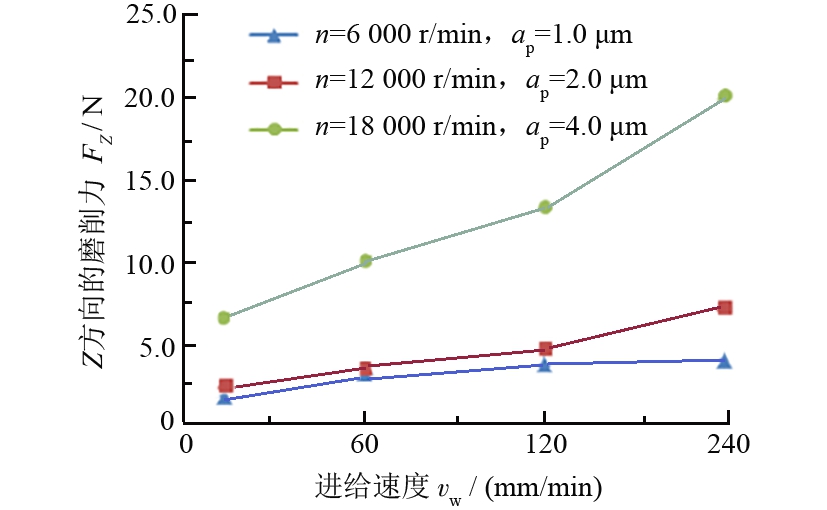
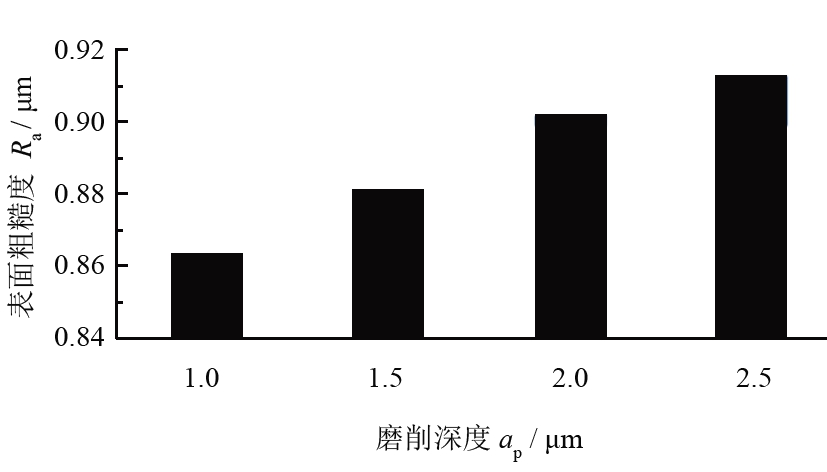
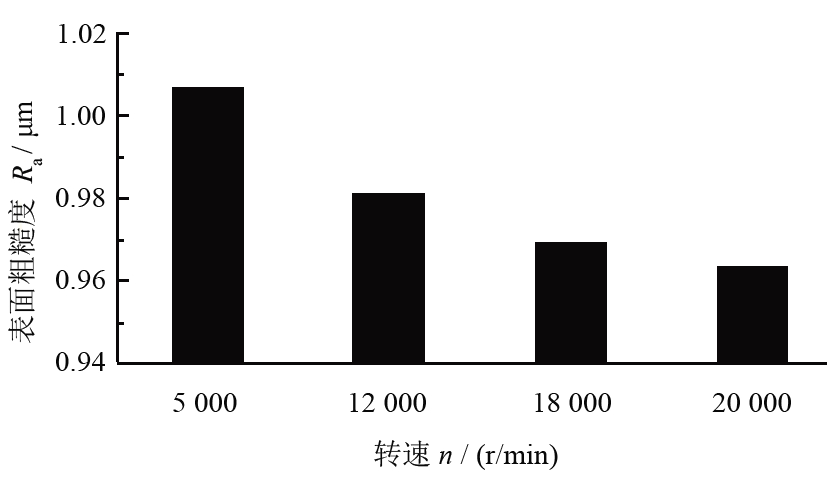
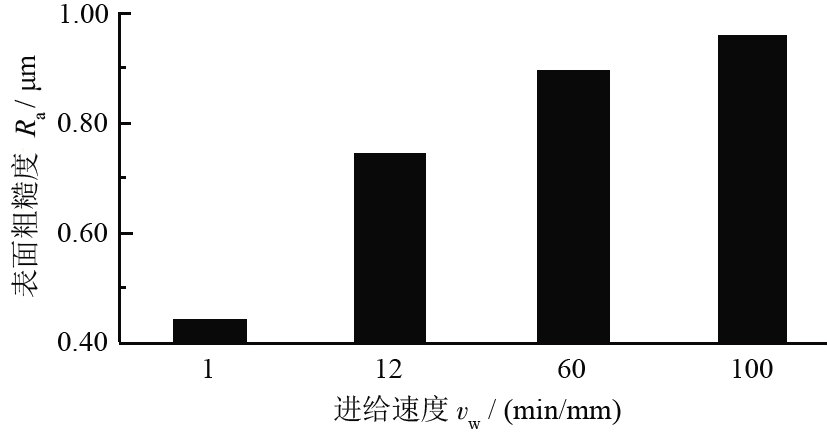
To explore the influence of CFRP grinding wheel and steel substrate grinding wheel on the dynamic characteristics of high-speed grinding process, a vibration test platform was built on the CNC camshaft grinding machine, and the dynamic characteristics of grinding process were carried out.The vibration signal changes of two kinds of grinding wheel under different linear speeds and different feed speeds were compared.The surface roughness of workpiece after grinding was measured.The results show that the natural frequencies of the spindle system of CFRP grinding wheel are lower than those of the spindle system of steel matrix grinding wheel, and the dominant frequencies excited in the grinding process are in the high frequency region.With the increase of the linear speed of the grinding wheel, the surface roughness of the GCr15 workpiece fluctuates.The grinding surface roughness of the CFRP based grinding wheel is obviously smaller, which is 30%~35% less than that of the steel based grinding wheel.Before and after chatter, the surface roughness of CFRP grinding wheel changed from 0.089 μm to 0.091 μm, increasing by 2.2%.The surface roughness of steel grinding wheel changed from 0.135 μm to 0.146 μm, increasing by 8.2%.When the line speed is confirmed in a range, with the increase of feed speeds, the surface roughnesses of CFRP grinding wheel and steel substrate grinding wheel both increase, increasing by 2.4% and 2.9%, respectively.However, compared to the influence of line speed on surfaceness, the feed speed has relatively small influence on surface roughness.
 Abstract
Abstract HTML
HTML PDF 1554KB
PDF 1554KB Cited By
Cited By









 Email Alerts
Email Alerts RSS
RSS